In the chemical pumping sector, choosing the correct technology is fundamental to guarantee safety, efficiency, and operational continuity. Series HTT regenerative magnetic drive turbine pumps by GemmeCotti are the solution for those who need to handle highly corrosive and clean liquids with maximum reliability.
HTT pumps combine the advantages of the regenerative turbine with the innovation of the magnetic drive. Unlike traditional pumps, the transmission of motion occurs through magnetic forces, completely eliminating the use of mechanical seals.
The main advantages of the HTT series turbine pumps include:
Zero leaks: The absence of mechanical seals drastically reduces the risk of dangerous emissions into the environment and maintenance costs.
Maximum safety: Ideal for fluids that must not come into contact with the environment.
Cavitation resistance: Thanks to their design, these pumps can pump liquids with a gas presence of up to 20%.
Reversibility: One of the distinctive features of the HTT series is its complete reversibility.
Designing systems for corrosive liquids requires extreme flexibility, and HTT pumps allow the configuration to be adapted to real operational needs.
– Flow reversal: It is possible to reverse the suction and delivery ports (in & out) simply by reversing the motor’s direction of rotation.
What are the best materials for pumping highly corrosive liquids?
HTT pumps are made of molded thermoplastic materials (PP and PVDF), chosen for their excellent chemical compatibility.
PP (Polypropylene): Ideal for a wide range of chemicals, it supports temperatures up to 60-70°C.
PVDF: Indicated for heavier-duty applications, with a thermal resistance up to 90°C.
Internal components: The static shaft is made of 99.7% pure alumina, while the bushings are in graphite-filled PTFE to guarantee high chemical resistance.
Performance and technical data of the HTT range:
The HTT range offers versatile performance for different industrial needs:
Maximum flow rate: Up to 9 m³/h.
Maximum head: Up to 48 mcl.
Maximum viscosity: Up to 45 cPs.
Nominal pressure: PN 6 at 20°C.
FAQ
FAQ:
Can regenerative turbine pumps pump liquids with gas? Yes, the HTT series is designed to handle liquids with a gas presence of up to 20%, effectively resisting cavitation phenomena.
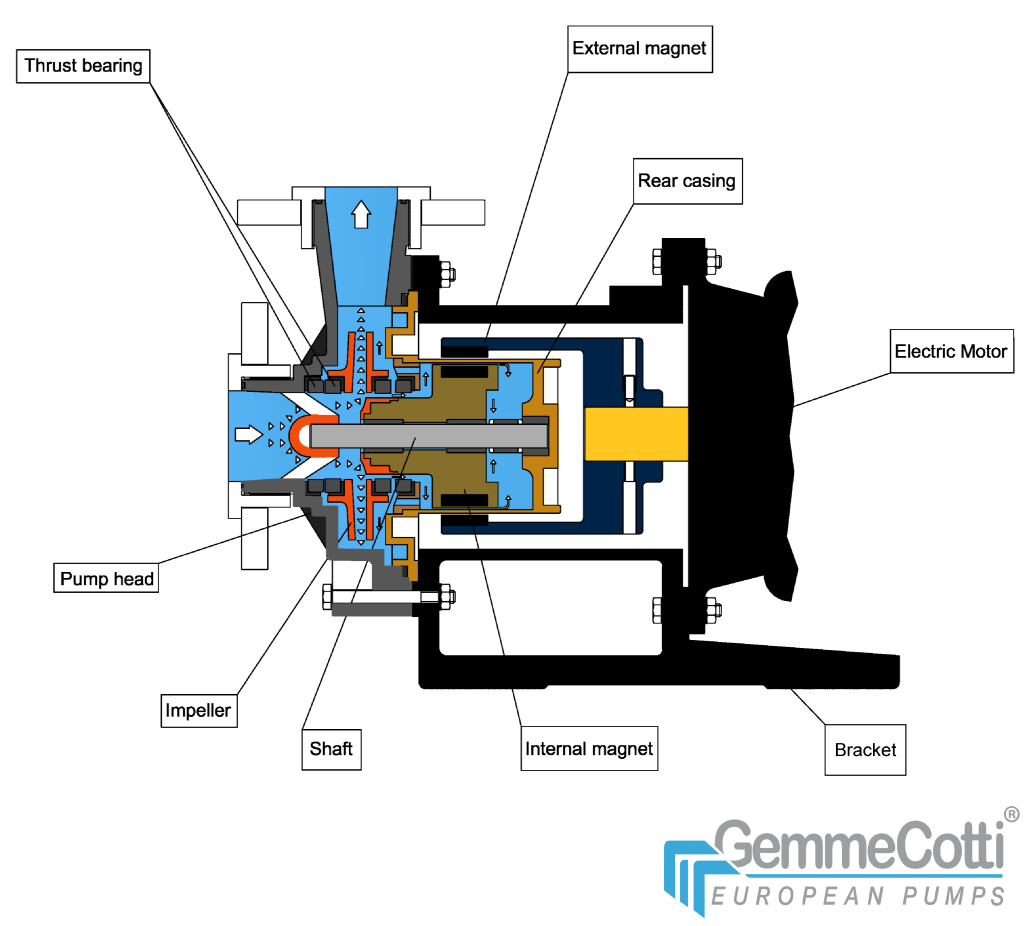
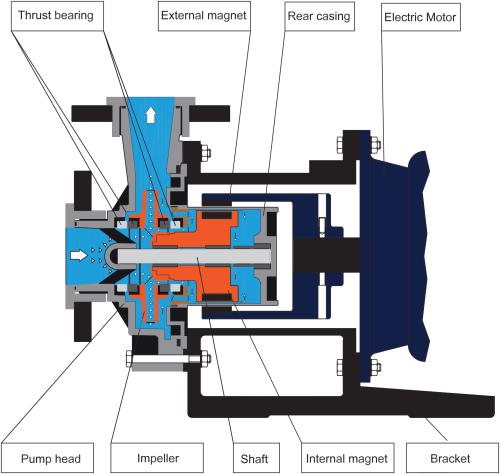
What is the difference between a magnetic drive pump and one with a mechanical seal? The main difference lies in the sealless design of magnetic drive pumps. While a traditional pump uses a mechanical seal subject to wear and potential leaks, the magnetic pump guarantees a hermetic seal thanks to a magnetic coupling. An external magnet, driven by the motor, transmits motion to an internal magnet through a containment shroud, eliminating any possible leakage of the liquid and guaranteeing zero emissions into the environment.
Can I use the HTT pump in zones with an explosion risk? Certainly. As an option, the ATEX version is available (model EM-T in PP or PVDF) suitable for zone 2 II 3G.
What connections are available for these pumps? As standard, HTT pumps feature GAS threaded connections. Upon request, they can be supplied with NPT connections or DIN or ANSI 150 flanges.
What happens if the pump runs dry? Dry running can damage internal components. For this reason, as an option, GemmeCotti recommends installing a device against dry running to protect the integrity of the pump.
Scrubbers play a vital role in implementing emission control systems in compliance with ESG regulations, and their efficiency depends almost entirely on the performance of the installed chemical pumps.
In this guide, we will explain how a wet scrubber works and outline the challenges faced by the chemical pumps used in air pollution control systems.
A wet scrubber is a system designed to remove particulate matter and harmful gases from industrial exhaust streams. The process involves a “washing” phase in which the gas to be purified comes into contact with a liquid — usually water or a water-based chemical solution — that absorbs or neutralizes pollutants.
The working cycle:
Gas intake: the contaminated air enters the wet scrubber chamber from the bottom.
Liquid injection: centrifugal pumps move the washing liquid to the upper part of the tower, where it is sprayed downwards.
Absorption: as the gas rises, it meets the liquid droplets. Pollutants are transferred from the air to the fluid.
Recirculation: the “dirty” liquid is collected in a tank and recirculated by the pump into the system, or sent for treatment.
Common fluids and industrial applications
Wet scrubbers are versatile and used in various sectors to manage aggressive chemicals:
Neutralization of acid fumes: use of caustic soda or lime to remove hydrogen sulfide, hydrochloric acid, or sulfur dioxide.
Gas depuration: use of monoethanolamine (MEA) to remove carbon dioxide.
Particulate removal: simple water-based washing for dust control.
Why choose GemmeCotti chemical pumps for air treatment?
Our pumps are specifically designed to meet the demanding requirements of the air treatment and flue gas cleaning industries.
Choosing GemmeCotti pumps means investing in long-term reliability: thanks to the use of corrosion-resistant thermoplastic materials such as Polypropylene (PP) and PVDF, we guarantee superior chemical resistance compared to traditional metals, drastically reducing maintenance costs and plant downtime.
HCO mechanical seal centrifugal pumps are the most suitable solution for applications requiring the pumping of liquids with suspended solids. Their semi-open impeller design allows for the handling of dirty fluids (non-abrasive solids – max. 5% – max. size 3 mm).
HVL vertical pumps are available with various column lengths, from 500 mm up to 2000 mm.
Technical data:
– Flow rate up to 130 m³/h
– Head up to 48 mlc
Selecting the right pump is essential to ensure process safety. Contact us at info@gemmecotti.com for a personalized consultation: we will help you identify the most suitable model and materials for your specific operating requirements.
FAQ
What is the best material for a wet scrubber pump?
The choice depends on the chemical being handled. Polypropylene (PP) is excellent for many acids and alkalis at moderate temperatures. PVDF is preferred for higher temperatures or highly concentrated chemicals.
Can I use a magnetic drive pump if there are solids in the liquid?
Generally, no. Magnetic drive pumps are designed for clean liquids, as particles may affect their service life or compromise long-term reliability. If the application involves the removal of dust or particulate matter, we recommend our HCO series with mechanical seal or vertical pumps HV /HVL model.
How can I prevent cavitation in wet scrubber pumps?
Ensure that the NPSH available in your system is higher than the NPSH required by the pump. Our technical department can assist you with the correct sizing calculations. Contact us at info@gemmecotti.com
What is the advantage of a vertical pump in a wet scrubber system?
Vertical pumps can be installed with the column directly immersed in the fluid and are capable of handling liquids containing solids. This makes them an ideal solution for wet scrubber systems.
Data centers are facing an increasingly complex challenge: cooling microprocessors of growing power and high density. With the rise of artificial intelligence, cloud computing, and high-performance computing, traditional air-cooling systems are no longer sufficient. For this reason, more and more data centers are being equipped with liquid cooling systems, which allow heat to be dissipated directly from the source: the microprocessors.
In these systems, circulation pumps play a fundamental role, as they ensure the constant flow of coolant within the cooling circuits.
GemmeCotti’s magnetic drive centrifugal pumps, available in PP, PVDF, and AISI 316 stainless steel, represent a reliable and efficient solution for various data center cooling technologies.
What is the purpose of a cooling pump in a data center?
The primary function of the pump is to manage the recirculation of the cooling medium (liquid) throughout the entire circuit. This process is vital for dissipating the heat generated by electronic equipment and servers which, in the absence of constant flow, would suffer critical overheating.
A thermally uncontrolled environment leads to serious risks, including:
Hardware failure and reduction of component lifespan.
Data loss and service interruptions (downtime).
Increased energy costs, as the entire system must work with greater intensity to compensate for heat accumulation.
How pumps work in data center cooling systems
In cooling systems, pumps ensure the continuous flow of coolant within the cooling circuit. The liquid removes the heat generated by the microprocessors and carries it to a heat exchanger for dissipation.
The fluid used can be water, water-glycol mixtures, or specific dielectric fluids for electronic cooling. Regardless of the liquid type, the pumps must guarantee reliable and continuous operation, avoiding leaks and minimizing maintenance interventions.
GemmeCotti magnetic drive pumps are particularly suitable for these applications because, having no mechanical seal, they guarantee an airtight seal of the hydraulic part, eliminating the risk of unwanted fluid leaks into the system.
GemmeCotti magnetic pumps: reliability and operational safety
Magnetic drive pumps represent a particularly suitable solution for data center cooling systems, where reliability, operational safety, and continuity of operation are fundamental elements.
Elimination of Leaks: Unlike traditional pumps with mechanical seals, magnetic pumps eliminate the risk of fluid leaks thanks to the transmission of movement via magnetic coupling.
Reduced Maintenance: The absence of mechanical seals also reduces maintenance interventions and increases system reliability—essential characteristics for critical infrastructures like data centers that must operate continuously.
Industrial Design: GemmeCotti HTM magnetic drive centrifugal pumps are designed specifically for industrial applications requiring safety, chemical resistance, and continuous operation. They can be integrated into various industrial cooling systems and liquid cooling circuits.
Solutions and materials for every need
The HTM range is available in different materials to adapt to the various fluids used in data center cooling circuits:
HTM Pumps in PP and PVDF: These offer high chemical resistance and are particularly indicated when using aggressive fluids or specific refrigerants. The thermoplastic construction guarantees excellent corrosion resistance and a long operational life.
HTM Pumps in AISI 316 Stainless Steel: These represent a robust and reliable solution for applications requiring greater mechanical resistance and compatibility with different process fluids.
Technical Performance
To meet every need, the HTM PP/PVDF series offers performance at both 50 Hz and 60 Hz:
Max Flow Rate: up to 130 m³/h / 528 USGPM.
Max Head: up to 48 m / 148 ft.
Temperature Range: PP max 60°C (158°F) – PVDF max 90°C (194°F).
Max Viscosity: 200 cSt.
Nominal Pressure: NP 6 bar (90 PSI) at 20°C (68°F).
Thanks to magnetic drive technology, high reliability, and the possibility to choose between different material configurations, GemmeCotti HTM pumps represent an effective solution for data center cooling systems. These components guarantee the necessary precision in fluid handling, absence of vibrations, and total safety against refrigerant leaks.
For more information on GemmeCotti solutions for your cooling systems, contact our technical team at info@gemmecotti.com
FAQ
Which pumps are used in data center cooling systems? Industrial pumps are used in data center cooling systems to circulate the coolant (liquid) in liquid cooling circuits. Magnetic drive centrifugal pumps, such as those produced by GemmeCotti, are highly valued and are the best choice for their reliability and absolute absence of leaks.
Why use magnetic drive pumps in cooling systems? These pumps are ideal because they eliminate the risk of fluid leaks near the servers, as they do not use mechanical seals subject to wear. Furthermore, the absence of seals reduces maintenance and increases reliability, ensuring the operational continuity required for critical infrastructure.
Which GemmeCotti pumps are most suitable for use in cooling systems? HTM magnetic drive centrifugal pumps in PP, PVDF, and AISI 316 stainless steel are reliable solutions for industrial cooling systems and liquid cooling circuits. With flow rates from 0.1 m³/h to 130 m³/h, they are the best choice for every need.
In the world of fluid dynamics and pump engineering, few concepts are as critical as Net Positive Suction Head, or NPSH. Understanding NPSH is fundamental to ensuring the efficiency, reliability, and longevity of any pumping system. Neglecting this parameter can lead to a destructive phenomenon known as cavitation, which can severely damage pumps and result in costly unplanned downtime.
Net Positive Suction Head (NPSH) is a measure of the absolute net head present in a liquid at the suction inlet of a pump. It represents the residual energy of the liquid relative to its vapor pressure. Although derived from pressure values, it is always expressed as a head (energy per unit weight), typically in meters (m) or feet (ft).
To truly understand NPSH, one must first understand vapor pressure. This is the pressure at which a liquid begins to boil and turn into vapor at a specific temperature. If the energy in the suction line drops below the liquid’s vapor pressure, bubbles will form. This is the genesis of pump cavitation.
Available NPSH (NPSHa) vs. Required NPSH (NPSHr)
The concept of NPSH is divided into two key parameters that form an energy balance:
Available NPSH (NPSHa): This is a characteristic of the system. It represents the absolute head actually available at the pump’s suction inlet. It is determined by the geodetic head, friction head losses, and the absolute pressure acting on the surface of the liquid, vapour pressure of pumped fluid at the relevant temperature. In other words, the NPSHa depends on the plant layout and the properties of the fluid at that temperature.
Required NPSH (NPSHr): This is a characteristic of the pump. It is the minimum head required at the suction inlet to prevent cavitation. This value is determined by the pump’s design and is provided by the manufacturer for various flow rates.
The fundamental rule:
NPSHa must be greater than NPSHr. The available NPSH in your system must always be greater than the NPSH required by the pump. A safety margin of at least 1 meter is recommended.
Calculating NPSH:
A PRACTICAL GUIDE While pump manufacturers provide the NPSHr, system designers are responsible for calculating the system’s NPSHa. The formula for NPSHa is:
NPSHa = Hp +/- Hs – Hf – Hvp
Where:
Hp (Absolute pressure head): The energy derived from the pressure acting on the surface of the liquid. In vented systems, this is atmospheric pressure; in closed systems, it is the absolute pressure head within the vessel.
Hs (Geodetic head): The vertical distance between the liquid surface and the pump centerline. This value is positive for flooded suction and negative for suction lift.
Hf (Friction head loss): The energy lost due to friction as the liquid flows through the suction piping and fittings.
Hvp (Vapor pressure head): The liquid’s vapor pressure at the pumping temperature, converted into a liquid height.
The dangers of insufficient NPSH: Cavitation
When NPSHa drops below NPSHr, the suction pressure falls below the liquid’s vapor pressure. This causes vapor bubbles to form, which then collapse violently as they move into higher-pressure regions. This collapse creates shockwaves that cause:
Erosion and pitting of the impeller and pump casing.
Excessive noise and vibration (often described as pumping gravel).
A significant drop in pump performance (head and flow rate).
Premature failure of mechanical seals and bearings, or damage to the mag drive pump support structure.
Flow rate: As flow rate increases, NPSHr also increases.
Impeller design: Geometry significantly impacts the required value.
How to improve NPSH and prevent cavitation
To increase NPSHa:
Increase the liquid level or raise the suction tank.
Lower the pump’s position relative to the liquid level.
Increase the diameter of the suction piping.
Minimize the length of the suction line and the number of fittings.
Pressurize the suction tank (if closed).
Cool the liquid to lower its vapor pressure.
To decrease NPSHr:
Choose the right pump with a low NPSHr at the operating point.
Use a larger, slower-turning pump.
Reduce the speed using a Variable Frequency Drive (VFD).
ENGINEERING FAQ
Is NPSH a head or a pressure? NPSH is a head, which is a measure of energy per unit weight of fluid. The geodetic head (Hs) is strictly the elevation component of the total energy.
Why is using gauge pressure incorrect? Cavitation is governed by vapor pressure, an absolute fluid property. Using relative pressure ignores the energy contribution from atmospheric pressure or vessel pressurization.
What happens under vacuum? In vacuum systems, the Hp term is significantly reduced. To maintain NPSHa, the positive geodetic head (Hs) must be increased.
Why does cavitation sound like pumping gravel? The sound is produced by high-energy shockwaves resulting from thousands of vapor bubbles collapsing against the impeller at sonic speeds.
In the field of pumping corrosive and hazardous liquids, safety is not an option but an absolute necessity. Chemical fluid leaks can cause environmental damage, risks to operators, and costly downtime. The GemmeCotti HTM series was developed to meet these challenges, offering a zero-leak solution thanks to its magnetic drive design.
In this guide, we will explore how it works, its advantages, and how to choose the ideal configuration of HTM centrifugal pumps for various industrial processes.
Unlike traditional pumps with mechanical seals, GemmeCotti HTM series pumps use an innovative design without a mechanical seal. In a magnetic drive pump, there are two magnetic couplings: the outer magnet, mounted on the motor shaft, and the inner magnet, which allows the impeller to rotate and move the fluid.
The two magnetic semicouplings are separated by a containment shell and never come into contact with each other; the inner magnet rotates exclusively through the magnetic field action. The liquid therefore always remains hermetically sealed within the hydraulic part of the pump. This design ensures maximum safety, greater reliability, and excellent efficiency, even in the most demanding applications.
What are the advantages of HTM magnetic drive pumps?
Choosing a GemmeCotti magnetic drive pump means investing in safety, efficiency, and quality.
The advantages that distinguish these acid pumps are:
No leaks or emissions: ideal for handling hazardous chemicals. The liquid always remains hermetically sealed inside the hydraulic section of the pump.
Reduced maintenance: fewer wear components (such as mechanical seals) means lower operating costs, no plant downtime, and long-term savings.
No motor/pump alignment required: the compact design simplifies installation and reduces vibrations.
Maximum reliability: solid construction made of chemically resistant materials (PP, PVDF, AISI 316). HTM series centrifugal pumps are the ideal solution for long-lasting performance, even in heavy-duty conditions.
Long-term savings: pumps designed to last for decades.
High-torque magnetic coupling: these pumps are designed to ensure high torque of magnetic couplings.
Performance and materials: a tailor-made solution for every need
Every industrial application has different requirements. For this reason, the HTM range, from size 4 to 100, offers wide operational flexibility.
Technical specifications
Flow rate: From 0.5 to 130 m³/h (2–528 USGPM)
Head: Up to 48 meters (148 ft)
Chemical compatibility
The choice of material in contact with the liquid is essential for pump durability:
PP (Polypropylene): Excellent for many liquids such as phosphoric acid, ammonia, and caustic soda.
PVDF (Polyvinylidene Fluoride): Ideal for aggressive acids such as sulfuric acid, hydrofluoric acid, sodium hypochlorite, and many others.
AISI 316: Stainless steel suitable for fluids such as diesel, acetone, ethyl alcohol, hydraulic oils, and many others.
In addition to thermoplastic versions, HTM pumps can also be manufactured in AISI 316 stainless steel. This configuration is particularly suitable for demanding industrial applications requiring high mechanical and thermal resistance. The robustness of steel, combined with the safety of magnetic drive technology, makes these pumps the ideal choice for transferring hydrocarbons and solvents with total absence of leaks.
Magnetic drive pumps are the ideal solution for transferring acids, bases, hazardous liquids, flammable liquids, corrosive fluids, and solvents. Thanks to the magnetic drive design, the absence of leaks and emissions into the environment is guaranteed. It is the best way to reduce environmental impact and ensure maximum safety while complying with the strictest regulations.
When should a magnetic drive pump be preferred over a mechanical seal pump?
A magnetic drive pump is preferable when handling hazardous, corrosive, or expensive fluids without solids, as it eliminates the risk of leaks and atmospheric emissions typical of mechanical seal pumps subject to wear.
What maintenance is required for the HTM series?
Thanks to its simplified design, maintenance is periodic and limited. It is recommended to periodically monitor the condition of the bushings and the integrity of the O-rings to ensure maximum efficiency. The inspection interval strongly depends on operating conditions, fluid characteristics, temperature, materials used, and, naturally, operating time.
Are GemmeCotti pumps suitable for liquids with suspended solids?
HTM series pumps are perfect solutions for clean liquids. In the presence of solids, filtration systems or specific configurations must be evaluated to prevent solid particles from entering the pump. If the solids percentage exceeds 2%, it is possible to use a mechanical seal pump from the HCO series.
Can HTM series pumps run dry?
Standard magnetic drive centrifugal pumps are not designed for prolonged dry running, as the liquid also acts as a lubricant for the internal bushings and shaft. The use of automatic shut-off devices or the constant presence of an operator able to promptly stop the pump is recommended. GemmeCotti offers solutions to prevent this risk, such as dry-run protection devices that allow the pump to operate in complete safety.
The pumping system of large aquariums is the invisible heart that keeps these complex ecosystems alive. Whether for freshwater or seawater tanks, selecting the right industrial pump is critical to ensure water quality, animal safety, and system reliability.
Why is the pumping system crucial for large aquariums?
The survival of aquatic species in exhibition tanks relies entirely on an efficient pumping system. In large aquariums, pumps are responsible for continuous water circulation and filtration, which are essential to mimic the natural habitat of rivers, lakes, and oceans. The pump directs the liquid through filtration units to remove waste and maintain the water’s chemical and physical properties before returning it to the tank. Without a reliable pump, oxygen levels would drop, and toxic waste would accumulate, endangering the aquatic life.
What are the key requirements for an industrial aquarium pump?
Pumps used in freshwater and saltwater aquariums must meet three specific criteria: corrosion resistance, reliable and continuous functioning, and silent operation.
Corrosion resistance: Especially for seawater applications, the pump must withstand the aggressive nature of salt and brine without deteriorating.
Guarantee of a reliable and continuous functioning: pumps in aquariums cannot stop. That’s why choosing a high-quality pump is crucial for the life of the sea animals.
Silent operation: Excessive vibration or noise can create stressful environments for sensitive fish, altering their natural behavior. Therefore, “quiet industrial pumps” are a top priority for these installations.
Which material is best for saltwater aquarium pumps?
Thermoplastic materials are the superior choice for pumping saltwater. Unlike metallic pumps, which are prone to corrosion and can release dangerous metal particles into the water, thermoplastics are chemically inert. GemmeCotti recommends Polypropylene (PP) for these applications. It is a solid, lightweight polymer with excellent thermal and mechanical resistance. Using a PP pump ensures that no metallic contamination harms the health of the sea fauna, making it the safest option for marine environments.
What is the best type of pump to choose for big aquariums?
Centrifugal pumps are the industry standard for large freshwater and seawater aquariums due to their efficiency in moving fluids at high flow rates. Specifically, magnetic drive centrifugal pumps are the optimal solution. A mag drive pump uses a magnetic coupling to transmit power from the motor to the impeller, eliminating the need for a mechanical seal. This design is crucial because mechanical seals are the most common point of failure and leakage in standard pumps.
Magnetic drive design is widely recognized as one of the safest and most reliable solutions for large aquarium pumping systems. Thanks to the magnetic coupling between the motor and the impeller, these pumps operate without mechanical seals, preventing leakage and ensuring maximum protection for both aquatic life and surrounding equipment.
Among the most common options, centrifugal pumps remain the industry standard for big freshwater and seawater aquariums due to their ability to handle high flow rates efficiently. Magnetic drive centrifugal pumps are especially suitable for continuous filtration and circulation, providing smooth and consistent water movement with minimal maintenance.
In certain applications, mag drive turbine pumps can also be considered. These pumps are designed to deliver higher pressure compared to standard centrifugal models, making them a good choice when the system requires stronger water pushing capability through complex filtration or piping networks. GemmeCotti mag drive turbine pump modelHTT is recommended when the system requires a lower flow rate but significantly higher head, for example when water must be pumped over longer distances or through high-resistance circuits
Self-priming mag drive centrifugal pump, model HTM SP, should be selected whenever there is a need to install the pump in an above-the-liquid-level configuration (above the tank or sump), ensuring proper suction performance in flooded or non-flooded installations.
Why are magnetic drive pumps preferred for aquariums?
Mag drive pumps offer a sealless design that guarantees zero leakage and total containment of the fluid. This is vital for two reasons:
Safety: There is no risk of water leaking into the plant room or chemicals leaking out.
Low maintenance: Without mechanical seals to wear out, these pumps require significantly less maintenance than traditional sealed pumps. GemmeCotti’s HTM series (PP/PVDF) is particularly effective. The magnetic design, combined with anticorrosive thermoplastic construction, ensures high chemical resistance and reliability. Models like the HTM 6, HTM 10, HTM 15 and HTM 31 are the most frequently used pump sizes for maintaining efficient, secure, and clean aquatic life support systems.
FAQ
Can I use the same pump for freshwater and seawater? Yes, provided the pump is made of corrosion-resistant materials like Polypropylene (PP). GemmeCotti mag drive pumps in PP are suitable for both freshwater and seawater, offering versatility for different tank types.
Are magnetic drive pumps quieter than standard pumps? Generally, yes. Magnetic drive pumps have fewer moving parts and no mechanical seal friction, which often results in smoother and quieter operation—a critical factor for avoiding stress to aquatic animals.
How often do industrial aquarium pumps need maintenance? Mag drive pumps require very little maintenance compared to sealed pumps because they lack mechanical seals (a part that is subject to wear). Periodic inspections of the bearings are recommended to ensure that debris hasn’t entered the pump wearing this component.
Can aquarium pumps be used for other applications?
Yes. Industrial magnetic drive pumps designed for aquariums can also be used in many other marine and water-handling applications. They are widely installed on boats and yachts, especially for saltwater circulation systems, thanks to their corrosion-resistant thermoplastic construction. They are also suitable for use in desalination units and water treatment systems, where reliability and leak-free operation are essential.
Mechanical seal pumps with a semi-open impeller, such as the HCO type, are generally used for pumping acids and hazardous liquids when solids are present in the fluid, making it impossible to use magnetic drive pumps. Their semi-open impeller design allows the safe transfer of corrosive liquids even when particulate matter is present.
The mechanical seal in these pumps consists of a stationary ring and a rotating ring mounted on the pump shaft, which is directly coupled to the motor shaft. The two contact surfaces must be lubricated, and this occurs through the pumped liquid itself.
Choosing the right mechanical seal for a centrifugal pump is essential to ensure safety, reliability, and long operational life, especially when pumping corrosive and aggressive liquids.
The GemmeCotti HCO centrifugal pump series, made of PP or PVDF, is available with different mechanical seal configurations designed to meet a wide range of industrial applications and operating conditions.
The GemmeCotti HCO centrifugal pump range offers several sealing solutions, selected according to pump size, operating conditions, and the type of processed fluid. The main seal types available are:
Elastomer Lip Seal – used on models HCO 95-10. This is a very simple and cost-effective solution for less demanding chemical applications with reduced performance.
Single internal mechanical seal with PTFE bellows – adopted on models HCO 110-170. It combines high chemical resistance with excellent reliability thanks to PTFE bellows and the materials used for the seal faces (Standard: SiC / Ceramic; available on request: Graphite / Ceramic).
Single internal mechanical seal with PTFE bellows, available on models HCO 180-200. Generally supplied in SiC / Ceramic, ideal for pumping acids and corrosive liquids under standard operating conditions with a maximum solids content of 3% and particle sizes not exceeding 5 mm. It allows high flow rates up to 130 m³/h.
Double back-to-back mechanical seal – available on models HCO 180-200 for more critical applications. This seal guarantees the highest safety level thanks to a dual sealing system with barrier fluid. It is recommended for dangerous or aggressive fluids, maintaining the same high capacity (up to 130 m³/h) even under severe operating conditions.
What is a single mechanical seal and when should it be used?
A single mechanical seal consists of one sealing interface between the rotating shaft and the pump casing. It is the most common solution in centrifugal pumps for standard chemical applications.
In GemmeCotti HCO pumps from size 110 to 170, the single seal can be supplied in different materials depending on the pumped fluid. The standard version includes stationary and rotating rings in SiC / Al₂O₃, while an alternative stationary graphite ring is available on request.
On models HCO 180 and HCO 200, the seal rings are made of Silicon Carbide / Ceramic, ensuring good wear resistance, operational reliability, and an optimal balance between performance and cost.
Single mechanical seals are particularly suitable when the pumped fluid is not highly hazardous and when operating conditions (pressure, temperature, chemical composition) remain within standard parameters. In such cases, they provide high performance with a simple, economical, and maintenance-friendly design.
Advantages of a single mechanical seal
Simple and compact design
Lower initial investment compared to double seals
Reduced maintenance needs thanks to fewer components
Reliable pumping of acids and corrosive liquids under standard conditions
Typical applications
Transfer of chemicals in industrial plants
Water and chemical wastewater treatment
Standard chemical processes where extra safety is not required
When handling highly dangerous, abrasive fluids or particularly critical applications, a double mechanical seal is recommended for higher safety.
What is a double mechanical seal and why is it suitable for critical applications?
A double back-to-back mechanical seal consists of two seal faces mounted opposite each other inside the seal chamber, with an interposed barrier fluid that ensures proper lubrication and heat dissipation.
This configuration offers a higher safety level and is the preferred solution for heavy-duty and critical applications where a single seal is not sufficient to contain the pumped fluid.
To ensure correct operation, an external flushing system must be provided to supply and circulate the barrier fluid at the required pressure.
On GemmeCotti HCO centrifugal pumps, the back-to-back double seal is particularly suitable for pumping dangerous, corrosive fluids or liquids containing suspended solids up to 5% with particle sizes under 5 mm, as well as abrasive particles, while maintaining high performance and long-term reliability.
Advantages of a double mechanical seal
Greater safety: significantly reduced risk of leakage, especially with hazardous or toxic fluids
Environmental protection: better containment and prevention of contamination
Longer service life: two seals reduce stress on each face, extending durability and lowering maintenance frequency
Reliability in severe conditions: ideal for abrasive fluids, high temperatures, and demanding operating conditions
The choice depends on the liquid type, operating conditions, temperature, and plant safety requirements.
What materials are used in HCO centrifugal pumps with a mechanical seal?
All GemmeCotti HCO centrifugal pumps are made of high-performance thermoplastics, ideal for the chemical industry:
PP (Polypropylene) – excellent chemical resistance, max temperature about 70 °C
PVDF (Polyvinylidene Fluoride) – superior chemical resistance, max temperature about 90 °C
These materials ensure maximum corrosion resistance, long service life, and reliability.
How to choose the most suitable mechanical seal for an HCO pump
When selecting the right mechanical seal, it is important to evaluate:
Chemical characteristics of the pumped fluid
Hazard and toxicity level
Operating temperature and pressure
Required safety level
Maintenance strategy of the plant
For standard chemical services, a single mechanical seal is often sufficient. For dangerous or critical applications, a double mechanical seal is strongly recommended.
Is the pumped liquid clean? Magnetic drive pumps are the ideal solution to guarantee zero leakage and emissions into the environment, with extremely low maintenance. Learn more about the advantages of magnetic drive technology.
For technical support and advice, contact the GemmeCotti team: info@gemmecotti.com
FAQ
1. What is the difference between a single and double mechanical seal?
A single mechanical seal uses one sealing face and is typically used in standard chemical applications where the fluid is not highly dangerous and operating conditions are stable.
A double back-to-back mechanical seal uses two sealing faces with a barrier fluid in between, ensuring higher safety. It is recommended when minimizing leakage risk is crucial, especially with toxic, dangerous, or highly aggressive fluids.
2. Are HCO mechanical seal pumps suitable for corrosive liquids?
Yes. GemmeCotti HCO centrifugal pumps are specifically designed for pumping acids and corrosive liquids. They are made in PP or PVDF, high-performance thermoplastics that guarantee excellent chemical resistance and long operational life even in harsh industrial environments. Seal and gasket materials are selected according to the pumped liquid, temperature, and operating conditions.
3. Which seal is recommended for hazardous fluids?
For hazardous, toxic, or environmentally harmful fluids, a double back-to-back mechanical seal is strongly recommended. It provides extra protection through the barrier fluid, reducing leakage risk and improving safety for both the plant and operators.
4. What is the maximum flow rate of HCO pumps with a mechanical seal?
GemmeCotti HCO mechanical seal pumps can cover flow rates from 0.5 m³/h up to 130 m³/h, with a maximum head of 48 meters. The wide range available ensures the best solution for every application.
5. Can I get support in choosing the right seal?
Yes. GemmeCotti provides specialized technical support to help customers select the most suitable seal configuration. The choice is based on the pumped fluid, operating conditions, safety requirements, and maintenance needs to guarantee the most efficient and reliable solution.
6. Is a magnetic drive pump or a mechanical seal pump better?
The choice depends on the fluid characteristics and operating conditions.
Magnetic drive pumps are ideal for clean fluids without solids, when zero leakage and minimal maintenance are required.
Mechanical seal pumps, such as the GemmeCotti HCO series, are preferable when the fluid contains suspended solids or abrasive particles, or when high flow rates and more demanding operating conditions are needed.
Selecting an industrial pump for acids is a critical engineering decision that goes far beyond simply transporting fluids. A meticulous selection process is essential to ensure operational reliability, process efficiency, system longevity, and, above all, safety. Choosing the wrong pump can lead to premature failures, costly downtime, inefficient energy consumption, and potentially hazardous situations. This guide provides an analysis of the essential technical parameters to consider when selecting the most suitable pump for your needs.
The fluid itself dictates most of the pump selection criteria. Its physical and chemical properties will determine the appropriate materials of construction, the type of pump required, and the power needed to move it.
1.1 Chemical composition and corrosivity
The first step is to identify every chemical component of the fluid. This analysis is crucial for selecting materials that can withstand corrosion, degradation, and chemical attacks.
Materials of construction: The choice between metals (e.g., Stainless Steel 316), thermoplastics (e.g., PP, PVDF), and elastomers (e.g., EPDM, FKM, FFKM) depends entirely on chemical compatibility.
Purity requirements: Applications in sectors such as pharmaceuticals or food may require specific materials (e.g., FDA-compliant) to prevent fluid contamination.
GemmeCotti specializes in this field, offering a wide range of pumps for acids and hazardous liquids made from thermoplastic (PP and PVDF) and metallic (Stainless Steel 316) materials. To select the right material for the pump, GemmeCotti technicians rely on over 30 years of know-how in the chemical pump field and compatibility charts from authoritative sources. To get an idea of material compatibility with the most common liquids, you can refer to the chemical compatibility guide.
1.2 Fluid viscosity
Viscosity is a measure of a fluid’s resistance to flow. It is one of the most critical parameters affecting pump selection and performance.
Centrifugal pumps: These are highly efficient for low-viscosity fluids (e.g., water, solvents). However, as viscosity increases, their efficiency drops sharply, and the required motor power rises drastically. Generally, they are not suitable for viscosities above 200 cSt.
Positive displacement pumps: These are the preferred choice for viscous liquids (e.g., oils, resins, syrups). They effectively handle higher viscosities, and their flow rate is less affected by viscosity changes.
Turbine pumps: This type of pump provides a higher head than centrifugal pumps but can only handle low-viscosity liquids (max 45 cPs).
1.3 Fluid temperature
Temperature affects several parameters:
Vapor pressure: Higher temperatures increase a liquid’s vapor pressure, which directly reduces the available NPSH (NPSHa). This increases the risk of cavitation.
Viscosity: The viscosity of most liquids decreases as temperature increases.
Material limits: Every material has a maximum operating temperature. Exceeding this limit can lead to mechanical failure.
1.4 Specific gravity (SG)
Specific gravity is the ratio of a fluid’s density to the density of water. It does not affect the head a centrifugal pump can produce (expressed in meters), but it directly impacts the pressure generated and the power required.
Power calculation: The power required by the motor is directly proportional to the fluid’s specific gravity. A fluid with an SG of 1.5 will require 50% more power to be pumped than water, given the same flow rate and head.
GemmeCotti pumps are designed to accommodate different motor powers for the same pump size, allowing them to operate without issues of absorbed power even with high specific gravity liquids.
1.5 Presence and nature of solids
If the fluid contains suspended solids, it is necessary to define:
Concentration: The percentage of solids by weight.
Particle size, hardness, and shape: Abrasive solids (like sand or metal fines) require hardened materials and specialized pump designs (e.g., slurry pumps with vortex impellers or thick rubber linings) to resist wear. Soft or stringy solids can clog standard impellers, requiring a design specific to the application.
Part 2: System hydraulics – defining the workload
Once the fluid is understood, the next step is to define the system’s hydraulic requirements.
2.1 Required flow rate
This is the volume of fluid that needs to be moved in a given period, typically measured in m³/h, GPM (gallons per minute), or l/s. It is determined by the process needs.
2.2 Head and pressure
To move the fluid through the system, the pump must supply it with energy. This energy is commonly expressed as head. Head is the height to which the pump can push the fluid and is measured in meters of liquid column (m.l.c.) or simply in meters (m).
A fundamental aspect of head is that it is independent of the fluid type: the same pump will lift different liquids, even with different specific gravities, to the same height.
Pressure, on the other hand, is strictly dependent on the fluid’s density. At the same height (head), a column of liquid will exert a different force depending on its specific gravity. Consequently, a pump that generates a certain head will produce different pressures depending on the liquid it is pumping. For example, the pressure generated when pumping water will be different from that generated when pumping oil at the same head.
2.3 Net Positive Suction Head (NPSH)
As detailed in our previous article, a rigorous NPSH analysis is mandatory. You must ensure that your system’s NPSH available (NPSHa) is always greater than the pump’s NPSH required (NPSHr) to prevent destructive cavitation.
To further explore the difference between these two concepts, we have written a dedicated article on this topic: Pump Pressure vs. Head.
Part 3: Environmental and operational factors
The final set of parameters concerns the pump’s installation environment and intended use.
3.1 Installation area (ATEX)
For hazardous environments where flammable gases, vapors, or dust may be present, a pump certified for that specific ATEX zone is legally required to prevent ignition.
3.2 Environmental conditions
Temperature and humidity: High ambient temperatures can affect motor cooling and performance. High humidity can lead to corrosion or problems with electronics.
Altitude: At higher altitudes, the lower air density reduces the cooling effectiveness of standard fan-cooled motors, often requiring a motor derating.
To summarize, all the essential parameters discussed are laid out in the following table. This provides a checklist of the data and variables required for a correct pump selection. It is crucial to accurately define these values to proceed with the identification of the most suitable pump.
Conclusion: A data-driven decision
The pump selection process is a meticulous engineering task that requires a thorough analysis of fluid properties, system hydraulics, and environmental conditions. By systematically evaluating each parameter—from chemical compatibility and viscosity to total dynamic head and ATEX requirements—you can ensure the selection of a pump that is not only effective but also highly reliable, energy-efficient, and safe. This data-driven approach goes beyond mere guesswork, guaranteeing a robust solution that will serve your process effectively for years to come.
For expert assistance in analyzing these complex parameters and selecting the ideal pump for your application, contact our team at info@gemmecotti.com.
When handling acids and dangerous liquids, safety and reliability are not optional. For industries that depend on the safe transfer of corrosive materials, finding the right chemical pump is a critical decision. GemmeCotti has been the Italian specialist in this field since 1992, engineering advanced mag drive pumps designed for total safety and efficiency. Our innovative mag drive systems represent the pinnacle of leak-proof technology.
The most significant vulnerability in a conventional pump is the mechanical seal, which is the most frequent source of dangerous leaks and costly maintenance. GemmeCotti’s technology solves this problem with a special sealless magnetic drive design.
So, how does it work? The principle is simple:
An external magnet on the motor shaft transmits torque through a stationary rear casing.
This drives an internal magnet, which is hermetically sealed inside the chemical pump.
The internal magnet is connected to the impeller, which moves the fluid.
The rear casing acts as a solid, leak-proof barrier between the hazardous liquid and the atmosphere, resulting in a hermetically sealless design that offers total fluid containment.
This core design is what makes mag drive pumps the superior choice for difficult applications.
Key advantages of our mag drive design
The innovative design of our mag drive systems offers tangible benefits for any operation requiring a high-performance chemical pump.
100% leak-proof performance: our pumps guarantee zero leakage of chemicals and fugitive emissions. This ensures total operator safety and protects the environment from hazardous spills.
Drastically reduced maintenance: with no mechanical seals to wear out or replace, maintenance costs and process downtime are minimized.
High reliability: the simple, robust design of our mag drive pumps leads to a longer service life and dependable performance, even when handling corrosive and dangerous liquids.
Simplified installation: the magnetic coupling removes the need for time-consuming pump-motor alignment, saving time and preventing common installation errors.
Efficient power transfer: a high-torque magnetic coupling ensures that power is transferred from the motor to the pump smoothly and effectively.
Choosing the right chemical pump: our range of mag drive pumps
To meet the diverse needs of chemical handling, GemmeCotti offers a wide range ofmag drive pumps, with each design engineered to provide a reliable and efficient solution.
Mag-drive centrifugal pumps: these are the ideal choice for most standard to high-flow chemical transfer and processing applications where reliability and efficiency are paramount.
Mag-drive turbine pumps: suitable for chemical handling in applications requiring relatively low flow and high head. Turbine pumps are reversible and can pump low-viscosity fluids also containing up to 20% entrained gas.
Mag-drive rotary vane pumps: these are specialized anti-corrosion industrial pumps suitable for pumping a variety of fluids, including hydrocarbons, solvents, heat transfer oils, refrigerants, and even cryogenic or radioactive liquids. These pumps are designed for tasks requiring high pressure at low flow rates, delivering the smooth and steady performance needed for dosing, sampling, and circulation
Trust GemmeCotti for your mag drive pump needs
For a safer, more reliable, and low-maintenance pumping solution, trust the Italian specialists in sealless magnetic drive technology. If your application demands a chemical pump with zero-leak capabilities, our mag drive systems are the perfect choice.
We are ready to find the perfect pump for your needs. Contact us for a free quotation or more information at info@gemmecotti.com or call +39 02 96460406.
In the absence of mechanical seals, how is the system’s hermetic isolation from the atmosphere technically guaranteed?
he system replaces the dynamic mechanical seal with a static rear casing. This component acts as a solid physical barrier between the process fluid and the external environment, creating a hermetically sealed design that structurally eliminates leak paths for fugitive emissions or hazardous liquid spills.
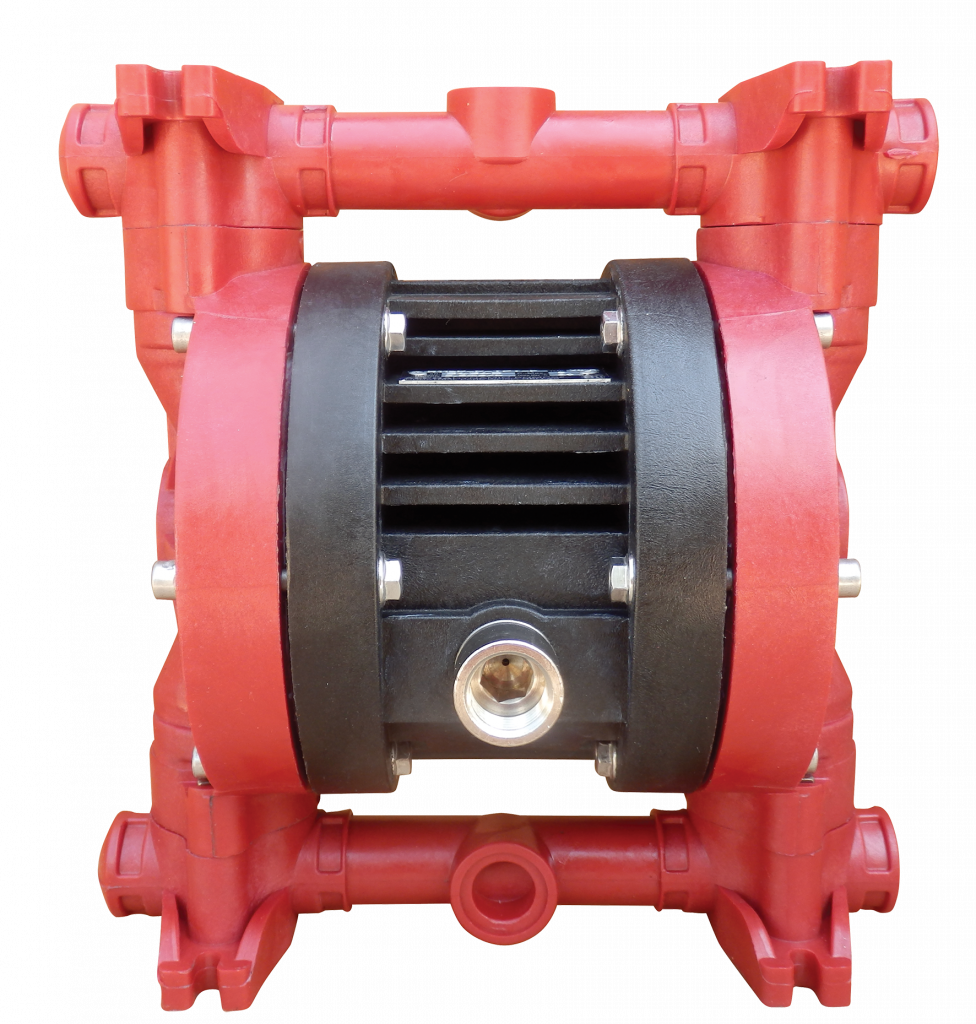
In any industrial plant, overall efficiency also depends on the ability of each component to operate without interruption. An air-operated double diaphragm pump is no exception; it is the heart of many fluid transfer processes. GemmeCotti has designed and built the ideal pump for this need.
The HAOD pump is a positive displacement pump that uses compressed air as its power source. Inside, two flexible diaphragms move, creating an alternating suction and discharge action. This simple yet effective design allows for the transfer of a wide variety of fluids, from clean, low-viscosity liquids to slurries and liquids containing solids.
Choosing the right model means guaranteeing operational continuity. GemmeCotti’s HAOD series pumps, born from consolidated Italian engineering experience, are designed with three fundamental aspects in mind that make them the ideal choice for the most demanding applications.
1. Total operational reliability
The design goes beyond the individual component, considering the entire product from the outset—a cornerstone for achieving total reliability.
Advanced anti-stall pneumatic circuit: at the core of our pumps is a proven and efficient anti-stall pneumatic circuit, which ensures smooth and safe operation, even at low air pressures or in slow cycles. This design prevents blockages and ensures constant operation.
Dry-running capability: HAOD pumps can run dry for extended periods without sustaining any damage. This is a crucial advantage for process safety, especially in applications such as drum unloading or tank emptying, where the pump can continue to work even after the liquid has run out.
Robustness against closed discharge: unlike other positive displacement pumps, GemmeCotti HAOD pumps can operate with a closed discharge without problems, increasing safety and operational flexibility within the plant.
2. Intrinsic safety: the best choice for critical environments and hazardous fluids
When handling aggressive or flammable liquids, safety is not an option. HAOD pumps are intrinsically safer for these applications.
ATEX certification: the HAOD series is available in an ATEX-certified version, making it suitable for installation in areas with potentially explosive atmospheres.
Ideal for aggressive liquids and solvents: thanks to their pneumatic operation, they are the perfect solution for pumping solvents and flammable fluids, a fundamental requirement in the chemical and petrochemical industries.
3. Versatility and superior chemical compatibility
Every application has its challenges. That’s why we have designed a versatile industrial pump capable of adapting to different fluids and conditions.
Wide choice of construction materials: chemical compatibility is guaranteed by a comprehensive selection of materials, making the HAOD a corrosion-resistant pump ideal for every need:
Polypropylene (PP) pump: an excellent choice for a wide variety of acids and bases. It is the most common solution for an acid pump.
PVDF pump: offers superior chemical and thermal resistance for the most aggressive fluids and for temperatures up to 95°C.
AISI 316 stainless steel pump: Perfect for applications requiring high mechanical strength or compliance with specific standards, such as in the food and pharmaceutical sectors.
Self-Priming pump: HAOD pumps have excellent dry suction capability, making them outstanding self-priming pumps for drawing fluid from significant heights.
Handles solids and viscous fluids: their design enables them to pump abrasive, viscous, and solids-containing fluids without damage, making them the ideal solution for slurries and particle-laden liquids.
Reliability, safety, and versatility are the hallmarks of GemmeCotti HAOD diaphragm pumps.
For technical advice specific to your application needs, please contact GemmeCotti directly (info@gemmecotti.com).
GemmeCotti, manufacturer of high-quality chemical pumps, boasts a line of accessories designed to optimize performance, improve safety, and extend the life of your pumping systems. For industries that rely on the safe and efficient transfer of corrosive and hazardous fluids, having the right components is of paramount importance. GemmeCotti’s selection of accessories ensures that your magnetic drive pumps and other chemical industry pumps operate at their best.
Here is a detailed look at the accessories GemmeCotti offers:
The dry-running protection device protects the pump from damage caused by overload, insufficient flow, or dry running. This essential accessory monitors the pump’s operational status and automatically shuts down the motor in the event of dry running, a closed delivery line, or a blocked suction line. This tool, in fact, monitors the motor’s absorption and interrupts the power supply if the set operating thresholds are exceeded. This preventive measure can save significant costs in repairs and downtime, making it a valuable addition to any operation involving chemical pumps.
Main features:
Single Phase CURRENT RELAY
Multirange 15-35A
2 set points MAX/min
Also for motors with INVERTER
Direct insertion TA through
LCD Display
Baseplates
Proper installation is fundamental to the longevity and efficiency of any pump and motor assembly. To ensure a stable and perfectly horizontal foundation, GemmeCotti provides two distinct types of baseplates, designed to meet different operational needs.
Baseplates in PP (Polypropylene): GemmeCotti baseplates for horizontal pumps are made of PP and they are suitable for motors B3/B5 IEC and NEMA from 0,12 kW to 4 kW. The baseplates are available in 3 different dimensions (type “A”, type “B” and type “C”).
Metallic UPN baseplates: We can supply UPN baseplates as an optional for our chemical horizontal pumps, both magnetic drive (PP/PVDF/AISI 316) and mechanical seal (PP/PVDF). These baseplates provide added rigidity and ensure a secure, long-lasting installation for your chemical pumps.
GemmeCotti pumps are normally supplied with threaded connections. On request, we can also provide DIN or ANSI flanges for our thermoplastic pumps ( flat stub + free flange), and for AISI 316 pumps, we supply welded DIN or ANSI flanges.
To protect your vertical pumps from solids and debris that can cause internal damage and lead to premature wear, GemmeCotti offers specially designed suction strainers. These 200mm long strainers are easily installed on the pump’s suction port, providing an effective barrier against contaminants and ensuring the smooth operation of your vertical pumping systems.
GemmeCotti’s accessory range includes a variety of bolts and nuts designed for maximum durability. Available in different sizes, these fasteners are engineered to resist corrosion and are perfectly compatible with the aggressive chemicals commonly found in industrial applications. This ensures a secure and long-lasting assembly, guaranteeing optimal performance even in the most demanding environments.
Sizes:
M16x110 Max tightening torque: 15 Nm Material: PVDF
M12x50 Max tightening torque: 7 Nm Material: PVDF
M10x25 Max tightening torque: 4,5 Nm Material: PVDF
Accurate pressure monitoring is crucial for both safety and process control. GemmeCotti’s diaphragm seal pressure gauges are designed to provide reliable readings while being protected from the aggressive media being pumped. Available in both polypropylene (PP) and PVDF, these gauges ensure that corrosive fluids do not come into direct contact with the sensitive pressure measurement instruments.
For applications in potentially explosive atmospheres (ATEX Zone 1), precise temperature monitoring is a critical safety requirement. The PT100 thermoprobe offered by GemmeCotti is a high-precision temperature sensor that allows for the safe and accurate monitoring of pump temperatures in these demanding environments.
To minimize downtime and simplify maintenance, GemmeCotti offers spare parts kits. The WE (Wet End) and RWE (Rear Wet End) kits include all the necessary components that come into contact with the pumped fluid. Having these kits on hand allows for quick and efficient replacement of wearable parts, ensuring that your mag drive pumps and other chemical pumps are back in service with minimal interruption.
GemmeCotti offers a wide variety of accessories that can be supplied together with our industrial pumps to provide a complete and reliable solution for your specific needs. For more information and to find the perfect components for your application, please do not hesitate to contact us at info@gemmecotti.com. We also invite you to visit our website to explore the full range of accessories: https://gemmecotti.com/accessories/.
At GemmeCotti, we specialize in designing and manufacturing high-qualitychemical pumps for a wide range of industrialapplications. Our commitment to innovation and excellence has led to the development of a comprehensive range of pumps, including our renowned self-priming mag drive pumps, designed to handle even the most corrosive and dangerous liquids safely and efficiently.
We are excited to introduce the latest addition to our pumps:the new self-priming magnetic drive turbine pump HTT-SP 12000.
The new HTT-SP 12000 offers a flow rate of up to 7 m³/h and a head of up to 36 m, making it one of the most efficient pumps in its class. This latest innovation is proof of our continuous dedication to meeting the evolving needs of our customers.
A key feature of the HTT-SP 12000 is its self-priming capability. The pump can achieve a suction lift of up to 5 meters with water at ambient temperature, ensuring reliable and consistent operation, even in challenging conditions. The pump casing is made from a solid block of PP, while the impeller is constructed from PVDF, guaranteeing maximum chemical resistance and durability when handling aggressive liquids.
Technical specifications
Available materials: the casing is machined from a solid PP block, with a PVDF impeller.
Materials in contact with the liquid:
Pump o-ring: EPDM (standard for PP pumps) / VITON (standard for PVDF pumps)
Static shaft: ceramic Al₂O₃ 99.7%
Bearing: PTFEC
Maximum flow: 7 m³/h
Maximum head: 36 m
Maximum temperature: PP 60°C – PVDF 90°C
Maximum viscosity: 45 cPs
Pressure rating: NP 5
The HTT-SP 12000 is equipped with a range of features designed to deliver optimal performance and longevity. These include:
High-torque magnetic coupling: ensures a reliable and leak-free functioning, a defining feature of our mag drive pumps.
Chemically resistant bearings: The PTFE/carbon sleeve bearings provide excellent resistance to chemical corrosion, extending the pump’s service life.
Direct starting motors: for simple and efficient operation.
Optional and customizations
To provide a complete and customized solution, we also offer a variety of optional accessories for the HTT-SP 12000, such as DIN or ANSI flanges and a custom baseplate. You can explore all the available options on our accessories page to create the perfect pump configuration for your needs.
Furthermore, for applications in potentially explosive atmospheres, the pump is also available in an ATEX version for use in Zone 2 areas (model EM-T SP PP/PVDF).
The new mag-drive turbine pump model HTT-SP 12000 is more than just a pump; it’s a solution engineered for reliability, performance, and safety. Whether you are in the chemical, pharmaceutical, or water treatment industry, our chemical pumps are designed to meet your specific needs.
To learn more about the new self-priming mag drive turbine pump model HTT-SP 12000 and to explore our full range of self-priming and mag drive turbine pumps, we invite you to discover the HTT-SP series on our website or to contact us for more information at info@gemmecotti.com.
Cavitation is a phenomenon that can seriously compromise the efficiency and lifespan of acid pumps, causing damage and production interruptions. In this article, we will explore cavitation, its causes, consequences, and, most importantly, how to effectively prevent it.
Cavitation occurs when the pressure of the liquid inside the pump drops below its vapor pressure. This causes the formation of vapor bubbles, which then implode violently when they reach areas of higher pressure. These implosions generate shock waves that damage the internal surfaces of the pump, causing erosion, vibrations, and excessive noise.
What are the causes of cavitation?
Several factors can contribute to the cavitation in acid pumps:
Low suction pressure: If the pressure at the pump inlet is too low, the liquid can easily vaporize, triggering cavitation.
High liquid temperature: High temperatures reduce the vapor pressure of the liquid, increasing the risk of bubble formation.
Obstructions or restrictions in the suction system: Air leaks, clogged filters, or pipes that are too small can reduce the pressure at the pump inlet.
High liquid velocity: Turbulent flows and excessive speeds can create low-pressure zones within the pump.
What are the consequences of cavitation?
Cavitation can have serious consequences for acid pumps and the entire production process:
Damage to the pump: damage to the impellers, pump head, and other internal components, resulting in reduced pump efficiency and lifespan.
Vibrations and noise: The implosion of the bubbles generates vibrations and excessive noise, which can further damage the pump and create an unsafe work environment.
Loss of performance: Cavitation reduces the flow rate and the pump head, thereby compromising process efficiency.
Production interruptions: Pump failures due to cavitation can cause unexpected and costly downtime.
Fortunately, there are several strategies to prevent or mitigate cavitation in industrial pumps.
How can cavitation be avoided?
Increase suction pressure: Ensure that the pressure at the pump inlet is sufficiently high by, for example, installing the pump closer to the supply tank.
Reduce liquid temperature: If possible, cool the liquid before it enters the pump.
Eliminate obstructions and restrictions in the suction system: Regularly check filters, pipes, and valves to ensure smooth flow.
Select the correct pump: Choose a pump specifically designed to handle corrosive liquids and ensure it is properly sized for the application.
Maintain the pump in good condition: Regular inspections and maintenance are essential to prevent cavitation problems and ensure the longevity of the pump.
Cavitation is a serious problem that can compromise the efficiency and lifespan of acid pumps. By understanding its causes and taking appropriate preventive measures, it is possible to avoid costly damage and ensure optimal operation of the pumps and the entire production process.
GemmeCotti specializes in designing and manufacturing pumps for acids and corrosive liquids. Trust our expertise and contact us for solutions that guarantee efficiency and long-lasting performance.
Centrifugal pumps are used in a very wide range of industries, from chemical-petrochemical to textile to water treatment, electronic, etc. If you are looking for accurate and specific information regarding centrifugal pumps, you are in the right place! In the following paragraphs, in fact, we are going to explain their characteristics and how they work.
Based on the position of the drive shaft that moves the impeller, there are two types of centrifugal pumps:
horizontal pumps
vertical pumps: suitable for applications where installation of the pump semi-submersed in the liquid is required (tanks, reservoirs, sumps etc.)
Horizontal centrifugal pumps can be installed:
above the fluid level: in this case, the pump has to be self-priming
below the fluid level: the pump is installed below the liquid level so it is flooded
Centrifugal pumps are composed of an impeller, assembled on the motor shaft, which rotates inside the pump head. The liquid enters in the axial direction but different types of pumps have different outflow directions:
Radial flow pumps (most common)
Axial flow pumps
Mixed flow pumps
Centrifugal pumps: components
The main components are:
the pump head (or pump casing)
the impeller, which is connected to the motor shaft. You can choose between different types of impellers for centrifugal pumps: open, which is used with liquids with a higher concentration of impurities; closed, when there is a smaller percentage of suspended solids; semi-open etc.
the shaft
the motor
Sealing system to prevent liquid leakage between the pump head and the shaft
There are different types of sealing systems, such as:
mechanical seal pumps, in which the pump shaft, connected to the impeller, exits to the outside to be connected to the motor, and a mechanical seal is installed to ensure sealing
mag drive centrifugal pumps in which the external magnet is assembled directly on the motor shaft and it transmits motion to the impeller by means of an internal magnet through magnetic force. In this case, the shaft does not pass to the outside of the pump.
The external magnet placed on the drive shaft transmits the motion to the internal magnet connected to the impeller which rotates and moves the fluid through the pump. So the containment rear casing contains the internal magnet mentioned above and it ensures a hermetic seal on the hydraulic part of the pump, keeping it separated from the motor.
The figure below shows the main components of these pumps:
Centrifugal pumps: functioning
How does a centrifugal pump work? Operating curves and graphs can be used to describe their performance and area of work. For a centrifugal pump, the performance curves can be seen in graph 4.1 while graph 4.2 shows the case of a positive displacement pump:
graph 4.1 graph 4.2
The top graph in both figures describes the head variation given by the pumps as the flow rate changes. The best performance is recorded by working centrally, both on the x-axis and y-axis. So between 2 and 2.5 m3/h and between a head of 4 and 5 m.
For the proper functioning of a centrifugal pump plant, it is necessary to verify that the NPSH available in the plant is higher than the NPSH required by the pump.
GemmeCotti plastic pumps for acids and dangerous liquids
GemmeCotti has been producing pumps for acids and dangerous liquids for over30 years in special materials: plastic pumps are mainly made of PP (polypropylene) or PVDF and stainless steel pumps are mainly made of AISI 316. The use of these materials ensures compatibility with a wide range of liquids such as acids, bases, oils, alkalis, refrigerants and fuels.
In this article, we will focus on the plastic materials used for the complete range of our chemical pumps. We will analyze their main features and discover why plastic pumps are especially suitable for pumping corrosive and dangerous liquids such as sulfuric acid, sodium hydroxide, hydrochloric acid, acetone, cleaners, petrol, diesel, phosphoric acid and seawater.
Most of the PP and PVDF injected plastic parts used in GemmeCotti pumps are manufactured by Gemme Plast, a part of the GemmeCotti group, which specializes in the injection molding of plastic materials.
Features of the plastic materials
Our pumps are often used with fluids that can be corrosive and very aggressive, so it’s very important to use highly resistant and compatible plastic pumps. The pumps made of plastic materials are:
Polypropylene [PP] pumps
PP (Polypropylene) is the main plastic material we use for our pumps. It is one of the most common polymers and, historically, one of the first to be used in industry. Polypropylene was discovered in 1954 by Italian chemical engineer Giulio Natta, following the work of Karl Ziegler in Germany. Their innovative studies on stereospecific polymerization, which led to the discovery of crystalline polypropylene, earned them the Nobel Prize in Chemistry in 1963. PP is highly resistant and therefore can be used with many fluids like caustic soda (or sodium hydroxide) and acid liquids. Polypropylene is reinforced with other materials like glass fiber and talc to make it more mechanically resistant and to ensure a higher resistance to pressure. Polypropylene is perfect for obtaining injection molded parts, and the pumps made of this material can safely withstand fluidtemperatures of about 60-70°C.
Plastic pumps in PVDF
The second most important material we use for GemmeCotti plastic pumps is PVDF, which is a fluoropolymer, i.e., a technopolymer with advanced properties. Its composition makes it chemically inert to most chemicals. Since this kind of plastic is difficult to synthesize and is used in more limited and specialized sectors, it costs more than PP. However, It is significantly more resistant to high temperatures compared to polypropylene and it can be used at higher temperatures, up to 90°C. This material toois reinforced to increase its mechanical resistance.
How to choose the most suitable pumpmaterial
In order to decide whether PP, PVDF or stainless steel AISI 316 is the most suitable material you must:
first, know the liquid that has to be pumped, which is in contact with the pump and verify its compatibility. You can use the GemmeCotti chemical compatibility chart available at thislink;
and then know the temperatures of the liquids to be pumped. Polypropylene is the most suitable plastic material for liquids with maximum temperatures of 60-70°C, while PVDF is preferred for temperatures up to 90 ºC. When the temperature of the liquid exceeds 90 ºC, you can check its compatibility with stainless steel AISI 316, a material that can work with even higher temperatures.
Plastic injection molding
The GemmeCotti group includes the sister company Gemme Plast, which makes injection molded parts. Plastic parts are injection molded, a production technique widely used for the processing of most thermoplastic polymers. We produce plastic parts that are used for the production of GemmeCotti pumps and that is why we are able to control the quality of our production and guarantee our customers fast deliverywith significant savings. Gemme Plast has a range of different tonnage presses, which make it possible to inject plastic parts of various sizes according to need. So we can offer pumps with a very wide range of performance, varyingfrom 0.5m3/h to 150m3/h.
APPLICATION: INSTALLATION OF CHEMICAL PUMPS IN SCRUBBER PLANTS
The emission of gasses in the atmosphere is regulated by specific national and international laws that must be respected by all industries. The term “air treatment” refers to systems and techniques used by the industries to keep the air quality and the level of pollution under control.
Scrubbers are the easiest and most efficient systems for purifying the air by removing particulates and/or gasses.
There are several types of scrubbers which are used in different industrial sectors.
FLUIDS GENERALLY INVOLVED IN THIS APPLICATION:
Scrubbers are generally used to:
wash fumes (e.g. emitted by boilers or furnaces) with soda or other liquids, in order to remove hydrogen sulfide, hydrochloric acid, hydrocarbons and sulfur dioxide.
depurate gasses (e.g. washing synthetic gasses with monoethanolamine in order to remove CO2).
Scrubbers are generally used by:
petrochemical industries
chemical and pharmaceutical industries
galvanic industries
packaging industries
food industries
cellulose industries
INDUSTRIAL PUMPS INSTALLED IN AIR TREATMENT AND FUME DEPURATION SYSTEMS
The polluted air is directed inside a chamber where it comes into contact with the washing liquid which transfers the pollutants from the air to the water. The purified air is released into the atmosphere while the polluting particles become an integral part of the washing liquid, which is then collected in a tank.
During this process, the polluted air goes from the bottom to the top while the washing liquid is pushed up by the use of centrifugal pumps and then it goes from the top to the bottom through the scrubber. The washing liquid collected in the tank is then recirculated by means of horizontal centrifugal pumps installed on the ground or through vertical pumps installed directly inside the tank. The pump continues to recirculate the same liquid which, after the transfer through the scrubber, returns to the tank.
SPECIFIC REQUIREMENTS FOR THIS APPLICATION: WHICH ARE THE BEST PUMPS FOR AIR TREATMENT AND FUMES DEPURATION SYSTEMS?
Additives inside the washing liquid are often hazardous chemical agents. For this reason it is necessary to use anti-corrosion pumps.
The pump used in this process can be installed next to the tank or vertically immersed in it.
In both cases, GemmeCotti offers suitable solutions:
Horizontal centrifugal pumps:
– series HTM PP/PVDF (magnetic driven)
– series HCO (mechanical sealed)
are the best solution for the installation next to the tank.
Vertical centrifugal pumps:
– series HV (monoblock)
– series HVL (with bracket)
are the ideal solution for installation with the pump immersed in the tank.
All these centrifugal pumps are made of thermoplastic materials PP or PVDF, which ensure a great chemical resistance to the chemical agents used in this application.
GEMMECOTTI CENTRIFUGAL PUMPS FOR THE AIR TREATMENT
MAGNETIC HORIZONTAL CENTRIFUGAL PUMPS SERIES HTM PP/PVDF
Mag drive pumpsHTM PP/PVDF have a sealless design that is particularly suitable to pump corrosive and dangerous liquids; the magnetic design together with the usage of anticorrosive thermoplastic materials, ensures the high chemical resistance and the absence of leakage and emissions.
HORIZONTAL CENTRIFUGAL MECHANICAL SEAL PUMPS SERIES HCO
Mechanical seal centrifugal pumps HCO are the best solution when the liquid has solids in suspension: their design with open impeller permits to transfer dirty liquids (non-abrasive solids – max. 5% – dimension max. 3 mm).
We are extending our product line: our new pump is ready!
We are happy to announce our new mag drive centrifugal pump self-priming HTM SP!
GemmeCotti HTM SP pumps combine the typical features of our mag drive centrifugal pumps with the self-priming capability. These pumps can prime up to 6 meters at sea level.
HTM SP pumps are made of Polypropylene (PP), a thermoplastic material that ensures the best resistance to most chemicals.
All the internal plastic parts are obtained through the injection moulding process that we directly manage in our sister company Gemme Plast.
PERFORMANCE CAPABILITY
The new magnetic centrifugal pump self-priming HTM SP can reach a capacity of 25 m3/h and a head of 22 m.
The suction connection of this pump can be customized in 3 welded configurations according to your needs (frontal, on the right and on the left).
MAGNETIC DRIVE PUMP SYSTEM
Mag drive pumps have a special sealless design that is suitable for pumping corrosive and dangerous liquids thanks to the high chemical resistance and to the absence of leakage and emissions. The structure is really simple and it requires very little maintenance with consequent savings in terms of repairing, spare parts and machine downtime costs during the pump life.
In magnetic pumps, there is an external magnet which is connected to the shaft of the electric motor.
The synchronous motion is transmitted from the motor to the rotor (consisting of the internal magnet and the impeller) through the external magnet. The two magnets never come into contact, they are moved by the magnetic field only. The impeller connected to the internal magnet spins around a static shaft and the liquid moves through the pump. The whole hydraulic part is hermetically sealed: in the space between the magnets there is a rear casing which closes on the pump head and prevents the pumped liquid from coming out of the pump.
The pumped liquid must be clean, without solids in suspension (max. quantity of solids: max 2% – max 1mm).
• Materials available: PP or PVDF;
• Materials in contact with the liquid: Pump housing: PP or PVDF; Impeller: PP or PVDF;
O-ring: EPDM (standard for PP pumps) / VITON
(standard for PVDF pumps); Static shaft: Al2O3 99.7%; Bearing: PTFEC.
• Capacity up to 25 m3/h.
• Head up to 22 m.
• Max temperature: PP: 70° C – PVDF: 90° C.
• Max viscosity: 200 cSt.
• Pressure rating: PN6 at 20° C.
• Self-priming up to 6m at sea level.
• Suction connection available in 3 welded configurations
(frontal, on the right and on the left).
STANDARD:
• Gas threaded In and Out connections.
• Direct starting motor.
OPTIONAL:
• Baseplate.
• Available in ATEX version for zone 2 II3G (mod. EM-C PP/PVDF)
HTM SP is now available!
Contact our office at info@gemmecotti.com for any further information.
Everyday we employ all our experience to improve the existing products and to design new projects in order to satisfy our customers’ needs. We live in the present and we design the pumps of the future without forgetting where we started.
Over the years we developed the series that now includes 9 sizes: HTM 4, HTM 6, HTM 10, HTM 15, HTM 31, HTM 40, HTM 50, HTM 80, HTM 100. Each size is available in two thermoplastic materials: PP (polypropylene) and PVDF.
The HTM are high-quality pumps, extremely reliable and versatile, and they are still our bestsellers.
Which are the 7 strong points of these mag drive centrifugal pumps?
The HTM pumps are manufactured in thermoplastic materials, PP or PVDF. These anti-corrosion materials are compatible with the great majority of the acids, chemicals and dangerous liquids.
The plastic parts of our HTM are manufactured by Gemme Plast, another company in the GemmeCotti group, which is specialized in the injection moulding of plastic. Thanks to this cooperation, we can check all the raw materials used and we have total control over the moulding process.
3.LEAKLESS MAGNETIC DESIGN
Advantages of the magnetic drive system:
no mechanical seal
no leakage or emissions
no waste of liquids
environmental sustainability
reliability and safety
low maintenance and consequent long term savings
no need for a pump-motor alignment
Please note that the liquid must be clean and without solids in suspension (acceptable quantity and dimensions of the solids: max 2% – max 1mm).
Unlike most centrifugal pumps on the market, the pump head of the HTM is secured to the bracket with 8 bolts. This feature allows the safe fastening of the pump head, ensuring the static seal and avoiding the deformation of the pump head due to the pressure.
5.BEARINGS
The wide dimensions of the frontal bearings ensure the high resistance to the axial thrusts.
6.STATIC SHAFT
The static shaft of the mag drive centrifugal pumps HTM is made of alumina (Al2O3), an extremely robust ceramic material that ensures great stability and resistance to most hazardous liquids.
7.MAGNETS
The HTM pumps series are equipped with a high magnetic coupling created with magnets made of NdFeB. Thanks to this particular feature, the internal and external magnets won’t detach from each other while the pump is operating.
OUR COMMERCIAL DEPARTMENT IS AVAILABLE FROM MONDAY TO FRIDAY, FROM 8.30 TO 12.30 AND FROM 14.00 TO 18.00 TO HELP YOU SELECT THE BEST CHEMICAL PUMP FOR YOUR APPLICATIONS.
APPLICATION: CHEMICAL PUMPS TO UNLOAD TANKER TRUCKS AND RAILROAD TANK CARS
GemmeCotti supplies industrial pumps suitable to unload railroad tank cars and tanker trucks containing acids and toxic chemicals.
We offer three possible solutions for this application:
installation of one pump for each single tank
installation of the pump directly aboard the vehicle (GemmeCotti series HTM or series HCO)
use of the portable pumpH-IBC (GemmeCotti series HTM 10)
SPECIFIC REQUIREMENTS FOR THIS APPLICATION: WHICH ARE THE BEST PUMPS FOR TANKERS OFFLOADING?
The right pumping solution for unloading and transferring dangerous liquids from vehicles (trucks or railroad tank cars) is selected according to the chemical compatibility and the requested performances.
GemmeCotti pumps are the best choice to transfer dangerous or hazardous goods, i.e. all the substances which, due to their peculiar properties, could be harmful for the environment or the people involved.
These liquids are classified according to their characteristics and degree of danger. In Europe, the transportation of toxic chemicals is regulated by specific laws:
ADR: agreement concerning the international transport of dangerous goods by road
RID: international carriage of dangerous goods by rail
ADN: carriage of dangerous goods by inland waterways
GemmeCotti is proud to offer pumping solutions for the safe handling of chemicals: we supply chemical pumps suitable for the safe offloading of the great majority of dangerous or hazardous goods.
The GemmeCotti pumps installed on means of transport and involved in the unloading process, permit to direct and move the fluids in total safety, ensuring quick execution.
For this application, GemmeCotti recommends:
magnetic drive centrifugal pumps series HTM PP/PVDF
mechanical seal centrifugal pumps series HCO
The design of these two types of centrifugal pumps, permits the safe installation both on land and aboard the vehicle, ensuring a constant flow without the risk of leakage or emissions.
Another practical and effective solution is the use of the GemmeCotti portable pump series H-IBC.
GemmeCotti H-IBC has been designed as a safe and reliable mobile pump specifically for the safe unloading of IBC containers. The unit consists of a magnetic centrifugal pump HTM 10 mounted in a robust carry case, conceived to be easy to move. Thanks to its fast connections, H-IBC is a really flexible solution: the pump could be easily removed from the IBC container and placed in another one according to the requirements. This quick and efficient unit is suitable for several applications. Moreover, the pump is equipped with an electric panel and a start and stop switch for easy, quick and safe use.
Upon request, H-IBC pumps can be supplied in a premium version with wheels, for easier movement and transportation.
HOW TO AVOID THE RISK OF DRY RUNNING DURING THE PROCESS OF TANKERS UNLOADING?
To prevent damages to the pumps due to the lack of liquid, GemmeCotti supplies the dry running protection device. This device is particularly recommended during the operations of tanker unloading and for all the applications in which there is the risk of liquid shortage.
Thanks to the adjustable threshold and timer, it is possible to set up the minimum power and operation time of the device. If the power is lower than the set value, the pump will automatically stop.
Main features of the dry running protection device:
MAGNETIC DRIVE CENTRIFUGAL PUMPS AND MECHANICAL SEAL PUMPS
It is fundamental to choose the right pump model when dealing with acids or corrosive liquids. For the operations of tanker unloading, GemmeCotti suggests the use of mechanical seal centrifugal pumps or magnetic centrifugal pumps. The type of pump is selected according to the liquid to be pumped and to the requested working point.
MAGNETIC DRIVE CENTRIFUGAL PUMPS
Mag drive pumps have a sealless design that is particularly suitable to pump corrosive and dangerous liquids; the magnetic design together with the usage of anticorrosive materials, guarantees the high chemical resistance and the absence of leakage and emissions.
Moreover, the structure of magnetic drive pumps is really simple and requires very little maintenance with a consequent saving in terms of repairs and spare parts expenses during the pump life. The external magnet placed on the drive shaft transmits the motion to the internal magnet connected to the impeller, which rotates and moves the fluids through the pump.
MECHANICAL SEAL PUMPS
Mechanical seal centrifugal pumps are the best solution when the liquid has solids in suspension: their design with open impeller permits to transfer dirty liquids and fluids with high viscosity.
The seal of these pumps is composed of a static ring and a rotating ring placed on the pump shaft, which is directly coupled to the motor shaft. When the pump is working, the two rings’ surfaces slide together and the lubrication of the parts is granted by the pumped liquid.
GemmeCotti supplies pumps for chemicals suitable for the offloading process of tanker trucks, petrol tankers and railroad tank cars. Our industrial pumps allow you to unload the fluids with the maximum efficiency, ensuring safety, reliability and saving in terms of repairs and spare parts expenses.
Upon request, GemmeCotti pumps can be supplied with single phase motors and in ATEX version for potentially explosive areas.
Contact us: info@gemmecotti.com
Our sales department is available from Monday to Friday, from 8.30 to 12.30 and from 12.30 to 14.00, to select the best chemical pump for your needs.
GemmeCotti supplies air-operated double diaphragm pumps suitable to transfer aggressive liquids with high viscosity and solids in suspension.
The main feature of HAOD pumps is their versatility: these volumetric self-priming pumps are suitable for applications in chemical and pharmaceutical industries and in water treatment plants. Moreover HAOD pumps are commonly used in dosing systems and they are usable for trucks or barrels.
HAOD assure high pressures and high heads in addition to the compatibility with a wide selection of liquids. HAOD pumps are built with an anti-stalling pneumatic circuit which ensures the highest possible level of security and efficiency and doesn’t require lubricated air: the ecological design guarantees a reduction in the air consumption.
Moreover, HAOD are fast and easy to assemble without the use of special tools.
HAOD pneumatic pumps are available in several materials and dimensions: diaphragms are made of PTFE while the pump body can be manufactured in thermoplastic materials (PP or PVDF) or metallic materials (stainless steel AISI 316).
Air-operated double diaphragm pumps are available in ATEX version for potentially explosive atmosphere classified zone 2 II3G.
MAIN FEATURES:
• Available in PP, PVDF and AISI316;
• Max. Temperature:
PP: 60° C – PVDF: 95° C – AISI 316: 95°;
• Adjustable capacity and head;
• Adjustable speed without pressure loss.
GemmeCotti supplies ATEX pumps for potentially explosive atmospheres. Our ATEX EM series are suitable for ZONE 1 II2G and ZONE 2 II3G classified areas.
ATEX is an abbreviation for the French term “ATmosphères EXplosibles“, which translates to “Explosive Atmospheres” in English.It refers to the European Union’s directives for regulating equipment and protective systems intended for use in potentially explosive atmospheres.These directives aim to protect workers from the risks associated with explosive environments.
What is the ATEX standard for the EU?
The ATEX standard for the EU is actually a set of directives that aim to protect workers from explosion risks in hazardous environments.There are two main directives, all our pumps comply with the technical and safety requirements ofATEX Directive 2014/34/EU The Directive states that the manufacturers of equipment intended for use in potentially explosive atmospheres shall draw up a written declaration of conformity of these products.
How are the ATEX Zones classified?
The term “ZONE 1” indicates an area where an explosive atmosphere consisting of a mixture of air or flammable substances (gas, vapour or mist) is likely to occur in normal operation occasionally.
The term “ZONE 2” indicates an area where an explosive atmosphere consisting of a mixture of air and flammable substances (gas, vapour or mist) is not likely to occur in normal operation. If it does occur, it will persist for a short period only.
What does GemmeCotti offer for potentially explosive atmospheres?
GemmeCotti ATEX pumps for potentially explosive atmospheres EM series includes 3 metallic pumps (AISI 316) and 6 plastic pumps (PP/PVDF).
ATEX PUMPS made of stainless steel AISI 316 suitable for ATEX ZONE 1 II2G and ZONE 2 II3G:
The AODD pumps, Air Operated Double Diaphragm pumps, appeared in the pump market for the first time about sixty years ago. Thanks to the constant technological improvement, they have managed to set themselves as the best choice for pumping high-viscosity fluids.
There are four reasons why you should prefer a double diaphragm pump as ourHAOD pumps for your plant. Here they are:
VERSATILITY AND VARIETY OF APPLICATION
The AODD pumps find application in a wide range of installations, thanks to their versatility and to their features. For example: the ability to self-prime, the possibility to run dry, the potential to be submersible, and the possibility to pump high-viscosity fluids. Moreover they are available in different materials in order to overcome any problems of fluid compatibility.
DESIGN AND SIMPLICITY
The design and the ease of use of the AODD pumps are among the reasons they are so appreciated in the chemical pumps market. Indeed they are often described as “plug-in-and-play” or “set-and-forget” pumps, because once installed and connected to a compressed airline they can work for themselves in full autonomy. They can be provided in a multiplicity of dimensions, easily meeting every customers’ needs.
SAFETY AND ECOLOGY
Thanks to its closed design, the usage of compressed air as the only power source, and its stall-prevention pneumatic system, AODD pumps are one of the safest pumping system for hazardous liquids, together with the mag-drive pumps. Moreover the ecological design of AODD pumps allows them to realize up to 60% saving in air consumption. Thanks to this saving, their impact on environment decreases significantly. Less air consumption means indeed the possibility to use smaller air compressor, with consequent energy and money saving.
MONEY SAVING
The money saving, especially in the long-period, is amongst the reasons why you should consider to select a diaphragm pump. The improvements made in diaphragms construction have indeed dramatically increased the life of the diaphragm pumps. They can work properly for years with a very low maintenance, especially thanks to their static seals. These seals maintenance indeed tends to be infrequent and inexpensive.
Have we convinced you? Visit the webpage of our HAODin order to learn more about air operated pumps. For further information contact us at info@gemmecotti.com. Our technical and sale departments will be glad to lead you to the best choice.
The pump selection of a pump is driven by the following main parameters:
– Head (H)
– Flow rate (Q)
– Fluid characteristics (ρ, γ, T ….)
Sometimes head can be confused with pressure during pump choice. As a matter of fact there is a strict relation between them which is defined by the fluid specific gravity, so the relation is fluid dependent. So what is the difference between pressure and head?
Definition of head and pressure
Head is the height given by the pump to the fluid and it is measured in meters of liquid column [m.l.c.] or simply indicated in meters [m]. The given head is fluid independent: different fluids
with different specific gravities are all lifted at the same height. Pressure, instead, is fluid dependent and it is affected by the liquid density. In fact the force of a fixed height liquid column over a unitary area will change with different specific gravities. So in this case the same head generates different pressures.
Measurements: Pressure or Head?
Head is not directly measured. Manometers on the pump suction and delivery line give the measure of the pressure. Measurements given by manometers indicate differential pressures imposed by the pump between suction and discharge. These measures are read in [bar] [atm] [psi] [ft H2O] etc.. Specific gravity γ has to be considered to evaluate the correspondent head.
Conversions & Practical Example
As stated before, the same pump at the same working point will give always the same head with different pressures in accordance with the density γ of the working fluid.
For example, a mag drive centrifugal pump HTM 10 working at a given point Q= 7.5 m3/h H = 10 mlc operating with water and concentrated H2SO4 gives the same head (H=10m) to water ( γ= 1kg/dm3) and to sulfuric acid (γ = 1.8kg/dm3), while measurements of differential pressures between suction and delivery will be:
The mathematical relationship is reported in the following equation:
Also power consumption is influenced by the previous relationship of pressure, as:
Notes for technicians
– Previous relations are valid for low viscosity fluids (water equivalent), along with increasing viscosity, pump performances have to be reduced using pump derating rules.
– At a fixed rotational speed a centrifugal pump generates head related to the flow rate following its characteristic curve.
– The computation of the needed head that should be delivered by the pump, is not so straight as the evaluation of the desired height difference. Needed Head is composed by the following terms:
Geodetic head: difference between suction and delivery height expressed in meters of liquid column
Difference between absolute pressure of the delivery and suction reservoir
Distributed and concentrated friction losses also expressed in m.l.c.
If you are new in the pump field, reading a pump performance curve (usually just called “pump curve”) can be difficult and sometimes confusing. That’s why we want to help you by offering a simple guide for a first approach to a pump curve.
What is a pump performance curve and why do you need to know how to read it?
A pump curve is a graphical representation of the performance of a pump based on the tests of the pump manufacturer. Every pump has its own curve and it varies very widely from pump to pump. The variation depends on many factors such as the kind of pump (centrifugal pump, turbine pump, vane pump etc.), size and shape of the impeller. Pump curves can be used to provide many information of pump performance and absorbed power which are important for a user to determine the working point and motor power and size.
What information can I find on a pump curve?
1- In the simplest and widely used pump curve (commercial multi-pump curve) you can see two vital pump performance factors: flow and head.
The flow or capacity (Q) is measured in m3/second according to the international standards but usually you can find it expressed in m3/h, l/min or gpm (in the US). It is the volume of liquid moved in an amount of time. On the curve below (Picture 1) you can see the flow marked in red on the horizontal axis.
The head (H) is the height at which a pump can raise a liquid up. It is measured in meters (m or mlc meter of liquid column) or feet and you can see it marked in blue on the vertical axis on the picture below.
PICTURE 1 MULTI-PUMP CURVE
How can you read this pump curve?
To select the right pump model you should, first of all, identify the capacity and the head needed for your system.
If you need for example a flow of 15 m3/h at 20 m you can find the right pump curve and consequently the right pump in the intersection of the two red arrows in the chart. In the example below the pump suitable is magnetic drive centrifugal pump model HTM 31.
The curve enables you to see how the pump will perform at any given point within its performance range. For example, the same pump model HTM 31 at 15 m3/h will produce a head of 20 m, or at 24 m of head the pump will generate a flow of 8 m3/h.
Once you have chosen the right pump type whether centrifugal, turbine, vane or any other, you can study in details the specific curve of the selected pump model with other technical information.
2– In picture 2 you can see an example of a centrifugal pump curve (HTM 31 PP/PVDF) with additional details than curve in picture 1 such as for example the impeller diameter (curve A circled in red), the NPSHr(curve B) and the absorbed power (curve C). In some case you can also find the pump efficiency. This kind of curve is usually used by pump manufacturers to select the correct pump model among their set of performance curves.
PICTURE 2
How can you read this pump curve?
In the title box at the top you can find the pump model, the number of poles of the motor, the frequency, the RPM and the pump material (selected according to the liquid to pump).
In curve A you can see the flow and head as described in the paragraph above but there is also a reference of the impeller diameter. For this pump model the available impeller diameters vary from a minimum of 110mm to a maximum of 134 mm. The impeller would be trimmed by the manufacturer to whatever diameter needed to meet your conditions of service. If the impeller selection is 122 mm at a flow of 10 m3/h the head is about 19 mlc. The manufacturer would determine the proper impeller diameter for your conditions and trim it to the correct diameter.
In curve B you can see the NPSHr of the pump measured in meters or feet in accordance with the capacity required. This is the minimum head at the suction of the pump that allows the pump to work properly. If sufficient NPSH available is not supplied by the plant (NPSHa) the pump will cavitate and this will affect both the performance and the pump lifetime. In case of 10m3/h capacity you have to find the intersection with the curve of the selected impeller diameter and read the value on the left.
In curve C you can find the absorbed power required for pumping a liquid with a SG of 1. Once determined the impeller diameter and the flow you can find the intersection where you can read the absorbed power, which is necessary to determine the relevant motor power.
The correct selection of a pump using a pump curve is essential to permit a proper working of your system. A working point too far out on the curve, or too far back, can cause damage to the pump, excessive energy consumption, poor performance and pump failure.
Here is the new GemmeCotti video tutorial: how to assemble and disassemble magnetic drive turbine pump series HTT PP/PVDF. Enjoy!
MAIN FEATURES OF PUMPS HTT PP/PVDF:
Magnetic drive regenerative turbine pumps series HTT are made of thermoplastic non-metallic materials (polypropylene-PP and PVDF) and are suitable to pump high corrosive and dangerous liquids. Thanks to the innovative sealless mag drive system, pumps model HTT reduce risks of leakage and emissions and the maintenance costs are very low. The transmission of the motion occurs through magnetic joints without any mechanical seal. This design guarantees the maximum safety and efficiency.
Max capascity: 9 m3/h
Max head: 50 mlc
Max temperature: 70°C for PP pumps and 90°C for PVDF pumps
Sealless Magnetic Drive pumps model HTM 31 PP/PVDF are now suitable also for 4 KW motor size 112. This pump model can be coupled to three different motor sizes:
SIZE 90 – 2,2KW
SIZE 100 – 3KW new SIZE 112 – 4 KW
You can contact our sales department for more details.
What are the characteristics of mag drive pump model HTM PP/PVDF?
HTM PP/PVDF pumps are mag drive centrifugal pumps made of thermoplastic materials (PP and PVDF) and are suitable to pump high corrosive liquids.
Max capacity: 45 m3/h, Max Head: 33 mlc, Max
Temperature: 90°C Max viscosity: 200 cSt, Pressure rating NP 4 at 20°C.
Sealless mag drive pumps have a particular sealless design that is suitable to pump corrosive and dangerous liquids thanks to the high chemical resistance and absence of leakage and emissions. The structure is really simple and requires a very reduced maintenance with consequent save in terms of repairing and spare parts costs during the pump life.
The external magnet, placed on the drive shaft, transmits the motion to the internal magnet connected to the impeller which rotates and moves the fluid through the pump.
To safeguard magnetic drive pumps against damage caused by insufficient liquid, GemmeCotti offers the Emirel A1-13-Y dry-running protection device. Specifically designed for these pumps, this device prevents dry running, closed discharge, and blocked suction scenarios. Its adjustable threshold and timer allow for customization of minimum power and operational time settings. If power falls below the set value, the pump is automatically stopped, ensuring protection. This device is especially valuable during tanker unloading operations and in any application where liquid shortage poses a risk.
Main features
Single Phase CURRENT RELAY
Multirange 15-35A
2 set points MAX / min
Also for motors with INVERTER
Direct insertion TA through
LCD Display
What happens when a pump runs dry?
When a pump works without fluid there is a sudden increase of the internal temperature with destructive results of some pump parts. For example, when a plastic pump (in PP or PVDF) runs dry, the main damage occurring are:
1- the shaft in ceramic may break due to a thermal shock.
2- the rotating bushing may block on the shaft.
3- melting of some plastic parts (impeller, rear casing, internal magnet etc.) due to the sudden temperature rise.
How is it possible to prevent dry running?
To avoid the inconvenience of the dry running you can simply install a dry running protection device which stops the pump immediately in case of danger of dry-running. As a matter of fact, the device checks constantly the active power of the motor, which is the minimum value of the instantaneous power absorbed by the pump, through the reception of information about the voltage, the cosφ and current variations. Through a set point and a timer, which are adjustable, it’s possible to set the minimum power and the triggering time of the device. If the power goes under the established value, the pump stops and the device must be switched on again manually. In case of continuous intervention on the apparatus, check the presence of liquid and/or the correct functioning of the plant to find the cause of working of the device.
GemmeCotti pumps are used in many industries for different applications among which also car washing plants. Chemical pumps in car washes are installed with the main purpose of dosing and spraying water containing detergents and chemicals of various kinds through high-pressure jets. So it is necessary to use an efficient and reliable high-pressure pump to guarantee clean and shiny vehicles.
We have a lot of experience in this particular field and recently we have worked on a new project which required a pumping equipment with very high pressure for a wheel rim cleaning system in a car wash machine. The customer required a pump suitable to transfer a detergent from a 40-liter-tank to the oscillating jets of the machine. The fundamental requirement for the pump was the discharge pressure which had to be at least 6 bar. We studied carefully the application and in the end we proposed our metallic rotary vane pump series HTP that can reach a maximum pressure of 13 bar.
High pressure vane pumps for car washing machines
The pump model HTP that we selected for the application is a positive displacement pump with vanes made of stainless steel AISI316. In this pump the vanes in graphite are mounted in a rotor and they move inside a cavity sliding into and out of the rotor. In this way the fluid is pumped outside the pump with a pressure up to 13 bar and a maximum flow of 2000 l/h. Click here
Mag drive vane pump HTP
to watch how a vane pump works.
Vane pumps model HTP in AISI 316 are suitable for detergents, hydrocarbons, solvents, heat transfer oils, refrigerants and cryogenics or other thin no-lubricating liquids. Thanks to the mag drive design these pumps are useful for low flow and high pressure applications such as car washes, pilot plants, sampling, flushing of mechanical seals and cooling units.
In a magnetic drive rotary vane pump two pumps design are combined together: the sealless magnetic coupling and the positive displacement system with vanes.
With the magnetic coupling the torque is transmitted through contactless magnetic forces from the external magnet which is coupled to the motor shaft to the internal magnet which is connected to an impeller or rotor. This design ensures a hermetic and reliable separation between the pump and the motor making it the best solution when pumping chemicals and acids because it prevents leakage and emissions.
A rotary vane pumping system consists of vanes mounted in a rotor that rotate inside a cavity. When the rotor moves thanks to the above mentioned mag drive system, the vanes slide into and out of the rotor creating vane chambers that do the pumping work.
For further information you can watch the video below or visit our website
Here is the new GemmeCotti video tutorial: how to assemble and disassemble mag drive pump HTM SS316.
MAIN FEATURES OF MAG DRIVE PUMPS HTM SS316
Mag drive centrifugal pumps model HTM SS316 are seal less pumps suitable to pump hydrocarbons, solvents and dangerous liquids and are made of AISI316. These metallic pumps have a special design in which the transmission of the motion occurs through magnetic joints (external magnet and internal magnet) without any mechanical seal. The external magnet is placed on the drive shaft and transmits the motion to the internal magnet connected to the impeller which rotates and moves the liquid through the pump.
This simple structure guarantees a very reduced maintenance with consequent save in terms of repairing and spare parts costs during the pump life. Click here for more information about HTM SS316 pumps.
Enjoy our video tutorial!
Here is the new GemmeCotti video tutorial: how to assemble and disassemble mag drive centrifugal pump HTM PP/PVDF. Click here or on the image below to watch the video
MAIN FEATURES OF MAG DRIVE PUMPS HTM PP/PVDF
Mag drive centrifugal pumps series HTM PP/PVDF are chemical seal less pumps suitable to pump high corrosive fluids and are made of polypropylene or PVDF. These kind of pumps for acids has a special design in which the transmission of the motion occurs through magnetic joints (external magnet and internal magnet) without any mechanical seal. The external magnet is placed on the drive shaft and transmits the motion to the internal magnet connected to the impeller which rotates and moves the liquid through the pump.
This simple structure guarantees a very reduced maintenance with consequent save in terms of repairing and spare parts costs during the pump life.
When you have to unload a tank truck or an IBC container you need to use a suitable pump resistant to corrosion that can be easily moved. That’s why we designed a pumping system which is portable and composed of chemical resistant mag drive centrifugal pump series HTM PP/PVDF. The peculiarities of this device are that it is flexible for different uses, and it is portable.
The pump is placed in a proper structure that can be removed from an IBC container’s attack and connected to another, thanks to quick couplings, ensuring anyway all of its functionalities.
The displacement of the pump is easy and rapid, as a result of its compact shape and its practical handles, located on the top. The system includes a control panel composed by illuminated start and stop pushbuttons, a red LED for power on, an emergency stop button with manual restoration and a flexible supply cable with CEE plug. There is also a specific container in order to collect dropping fluid. As an optional, it is possible to order a dry running protection device and a frame with wheels for an even easier portability.
FEATURES OF THE PUMP
Materials available: PP and PVDF Max capacity: 13 m3/h Max head: 14 m Standard motor: 0,55 kw, B3/B5, 2poles, single phase, 230V, 50-60HZ Baseplate: included
MAIN APPLICATIONS: UNLOADING TANK TRUCK AND IBC CONTAINERS
The pump is generally part of a hydraulic system that can include a various number of components such as valves, fittings, filters, expansion joints, instruments, etc. The way the piping is arranged and the position of the components has a great influence on the operation and on the life of the pump. Here are five things to keep in mind when installing a pump in a plant:
Locate the pump as near as possible to the liquid source and under the level of the liquid (in case of non self-priming pumps). Always use pipes as short and straight as possible and limit the number of bends assuring radius of curvature as large as possible. This would avoid air vortex that can be created in the long piping line. Avoid the creation of siphon also before the suction of the pump.
Do not load the pump with the weight of the pipes. The piping should be properly supported and kept in line independently from the pump, until its connections, so that the piping doesn’t exert loads on the pump.
The sizes of the suction and discharge pipes have to be at least as large as the inlet connection of the pump. Diameter restriction of the suction pipe is responsible and cause of the cavitation of the pump, creating a loss in the performance of the pump and a rapid wear. It’s advisable always to use (if in case) flexible reinforced pipes that don’t collapse under a situation of depression
A check valve should be installed on the discharge pipe to avoid the liquid to flow back when the pump is stopped.
The suction line has to be clean and/or contain a filter to protect the impeller from damage due to impurities, or other foreign particles, especially when starting the plant for the first time.
Don’t use metallic piping with plastic pumps to avoid cracks on pump connections and make sure that the connections are properly tightened otherwise the suction capacity will be reduce
The easy rules written above are very important for the correct installation of a pump but if you want to check also the correct functioning you could:
Install a proper pressure gauge on both the suction and discharge piping which allows a control of the functioning in relation to the required working point. In case of cavitation or other dysfunctions, the gauges will show evident pressure fluctuations.
Install a wattmeter to monitor the electric power absorbed by the motor to avoid dry running of pumps.
Few precautions can prevent pump failures and consequent losses of time and money for repair.
When installing a chemical pump with motor configuration B3/B5 in a plant it’s really difficult to maintain it perfectly horizontal because of the heavier weight of the pump with respect to the motor and/or the form of the motor flange which doesn’t allow a balanced placement. So in this case how can you install a pump horizontal?
GemmeCotti technical office designed special baseplates to solve this problem. As a matter of fact, the pump complete with motor can be easily assembled to the baseplate thanks to the holes pre-drilled on the surface so that it can remain in position and perfectly horizontal. The baseplates are made in reinforced PP and are available in three different sizes and they can be assembled with IEC and NEMA motors with B3/B5 form, from 0,12 kW to 4 kW.
The positive aspects of this solutions are:
– strong structure resistant to the pump weight and vibrations
– easy and fast assembling of the motor to the baseplate
– material of construction resistant to acid corrosion
– safety installation of the pump
– cheap solution to a problem that can be faced in a plant
Sometimes customers think that it’s not necessary to spend money to buy a baseplate because they can “invent” and create their own structure to keep the pump in position. But is it really cheaper? There’s always the designing process to consider in addition to the purchase of the parts to use and obviously the time and workmanship for the realization of the structure.
Adding all these costs it’s clear that a little investment for a baseplate already built and ready to be installed in the end could be a great benefit.
In applications where chemicals, acids and corrosive liquids are involved it’s necessary to pay a great attention to the kind of pumps used and sometimes it’s difficult to choose between seal or sealless pumps. So which are the advantages and disadvantages of mag drive sealless pumps in comparison a with mechanical seal pumps? This is the neverending debate for pump manufacturers and pump users and in this article I would like to point out some aspects to keep in mind when choosing the pump design.
Mag drive pumps have a particular sealless design where the pump is closed coupled to the motor. The external magnet placed on the drive shaft transmits the motion to the internal magnet connected to the impeller which rotates and moves the fluid through the pump. The external magnet and inner magnet are separated by a rear casing that creates a hermetic containment of the liquid that has no access to the outside
Advantages
This special hermetic pump design prevents any leakage of fluid and fugitive emissions, that in case of chemicals, corrosive liquids, explosive and flammable fluids could be very dangerous for people dealing with the pump and especially for the environment. So mag drive pumps allow to follow strict environmental and safety objectives required by many regulations. We shouldn’t forget also that some liquids could be very expensive and their loss due to a seal failure may cause high unnecessary extra costs.
Mag drive pumps are very reliable and need very low maintenance thanks to their simple design. With normal working conditions these pumps can work without any kind of repair for more than a decade so their life cost is highly reduced even if it’s always better to check o-rings and bearings every one/two years just to be sure that there is no wearing.
The coupling is very easy because there is no need for a motor/pump alignment.
Disadvantages
In applications involving even a small percentage of solids the mag drive system is not the suitable solution. Magnetic drive pumps, in fact, can work only with clean liquidswithout solids in suspension.
Magnetic drive pumps are usually more expensive than mechanical seal pumps. However, as written above, the maintenance costs are very reduced during the life of the pump and these long-term financial advantages should be considered when choosing the pump design.
MECHANICAL SEAL PUMPS
The seal in mechanical seal pumps is composed by a static ring and a rotating ring placed on the pump shaft which is directly coupled to the motor shaft. The two surfaces sliding together need to be lubricated and the seal lubricant is the liquid itself that is being pumped.
Advantages
Mechanical seal pumps are the perfect solution for applications involving solids in the liquid (for example waste water treatments) because their design with open impeller allows to pump very dirty liquids and fluids with high viscosity.
The cost of this kind of pumps is lower in comparison with mag drive pumps so, if the financial aspect is critical when choosing the pump, sealed pump may be the right selection.
Disadvantages
Seals are often the weak point in standard pumps because they are the first cause of failure in a chemical process. When a mechanical seals fails it allows the liquids to escape causing dangerous leakage.
Considering the point above, to avoid harmful events and dangerous leakage it’s necessary to plan a periodical maintenance of mechanical seal pumps to check the status of the seal and replace worn parts. In this case the costs of maintenance of these pumps could be higher than those of mag drive pumps.
In some applications it’s possible to install both mechanical seal or mag drive pumps and technicians can decide according to the advantages and disadvantages of each pump which is the best for them.
In my latest article about the different materials used for chemical pumps I wrote abrief guide helpful for a first materials selection according to their properties and characteristics. Now I would like to analyze each material from the point of view of their typical applications.
Mechanical applications: PP is used for mechanical parts in corrosive environments. Compared to polyethylene with a high molecular weight, polypropylene has a higher traction resistance.
Alimentary applications: physiologically inert when it has a natural color, polypropylene is suitable for use in contact with foods.
Electrical applications: good dielectric characteristics and weather-proof.
Chemical applications: PP is widely used in chemical industries because of its high resistance to acids and alkali. Thanks to its higher resistance to temperature than PVC it’s used for valves, flanges gears etc. in chemical, galvanic and petrochemical industry. It’s not suitable for use with high concentration oxidizing acids.
PVDF:
Chemical applications: the high chemical resistance to acids and alkali is typical of fluorinate polymers (PVDF) that’s why it’s mainly used for parts in petrochemical and chemical industries.
Alimentary applications: physiologically inert when it has a natural color, it’s approved by different organizations for use in contact with foods. It’s often used because of this characteristics, especially in alimentary machines and in pumps for alimentary liquids.
Electrical applications: good dielectric characteristics, self-extinguishing without adding halogens and weather-proof
Mechanical applications: the low friction coefficient makes is suitable for bearings even if they work in water.
PTFE
Mechanical applications: the low coefficient of friction makes it useful for bearings unless they have to support a great weight.
Alimentary applications: physiologically inert, it’s approved for use in contact with food by some organizations, but in some countries it’s questioned the possible use in contact with food.
Electrical applications: thanks to the good dielectric characteristics, the self-extinguishing and the stability to bad weather it’s used more and more in this field.
Chemical applications: typical of fluorinate polymers is the high chemical resistance to acids and alkali. It’s main use is for components in petrochemical and chemical industry.
EPDM
Mechanical applications: Gaskets, section bars and technical items for cars, handmade articles for anti-acid protections.
AISI316
Suitable for plants for production of nitric and sulphuric acid and for the relative equipment (pumps, valves and pipes). It’s used in very aggressive environments (textile industry, paper industry, oenological- alimentary industry, and especially naval industry).
When dealing with acids it’s important to use suitable chemical pump materials resistant to corrosion which are highly efficient and require minimum maintenance. That’s why, after years of experience in chemical pumps field, we decided to use Polypropylene, PVDF and AISI316 as standard materials for our pumps and EPDM, Viton and PTFE for the o-rings.
Every material has its own properties and characteristics that make it suitable for pumping different acids because, as I wrote in my previous article about pump selection, it’s really important to choose the right pump material for every chemical application.
Polypropylene (PP)
Polypropylene is well known with the name Moplen (™)
It’s a thermoplastic material extremely resistant to many solvents, bases and acids such as for example acetone, caustic soda and chloridric acid.
It’s not suitable for concentrated, oxidizing acids.
It’s used in many different industries for parts subjected to relatively modest forces.
Temperature range for PP pumps is from 4° to 60°C.
Polyvinylidene fluoride (PVDF)
It’s a thermoplastic material of the fluoropolymer family and it’s used generally in special applications requiring the highest purity, strength, and resistance to solvents, acids, saline solutions, to alkali and bases.
It’s mainly used with liquids such as for example sodium hypochlorite, concentrated sulfuric acid, nitric acid, gasoline.
It doesn’t undergo deformation under loads and has a high mechanical resistance.
Temperature range for PVDF pumps is from -40° to 90°C.
Stainless steel AISI316
It’s a metallic material used when both the properties of steel and the resistance to corrosion are required.
Particularly indicated for pumps working with high temperature liquids, oils, kerosene, alcohols.
It’s used to pump acids up to a maximum temperature of 160°C
Also the o-rings are in contact with the liquid and their material is very important to avoid leakage.
EPDM
It’s an elastomer with a good resistance to heat, ketones, ordinary diluted acids and alkalines.
Temperature range: from -40°C to 140° C
We usually use EPDM o-rings as standard with PP pumps
VITON
It’s a fluoropolymer elastomer with a good resistance to hydrocarbons, acids, fuels, mineral and vegetable oils but it’s incompatible with ketones and organic acids
Temperature up to 150°C
We usually use VITON as standard with PVDF and AISI316 pumps
PTFE
Polytetrafluoroethylene known also as Teflon (™).
It’s highly resistant to the attack of acids and basis in corrosive environments but it has poor mechanical properties such as traction and compression.
T
emperature range: from 4°C to 260°C
These are general rules that can be useful for chosing pump material but it’s better to consult a good chemical compatibility chart to select the best material for each chemical application.
When operating in a potentially explosive atmosphere it’s necessary to use a suitable pump designed and manufactured according to the ATEX directive 2014/34/EU. Here are five main things you should know when dealing with Atex Pumps:
Equipment used in potentially explosive atmospheres is divided into groups and categories according to the degree of protection offered. You can see and example in the table below.
Table 1 – Atex groups and categories
Pumps for use in potentially explosive atmospheres will normally be classified under Group II, Categories 2 and 3. It is the responsibility of the end user to classify the zone and the corresponding group (dust or gas) in accordance with the EC – Directive 1992/92/EC. Once the pump manufacturer knows the Atex classification needed by the customer, it’s possible to select the right pump solution.
Atex pumps have a special design which prevents the formation of sparks and the ignition of explosive atmospheres that may be produced or released by equipment. They must be assembled to Explosion proof motors with the same safety measures.
Atex pumps forzone 1, where explosive atmosphere caused by gases, vapours, mists or air/dust mixtures are likely to occur, must be equipped with safety devices like dry running protection and thermoprobe PT 100. The dry running protection checks constantly the active power of the motor, which is the medium value of the instantaneous power absorbed by the pump, and prevents the dry-running of the pump, the closed discharge and the blocked suction. PT100, instead, is a resistance temperature detector used is used for monitoring the operating temperature of the pump.
Atex pumps need a certification issued by the manufacturerand shall be marked with the following information:
Atex mark
name and address of the manufacturer
CE marking
series type, year of construction and serial numer
the specific marking of explosion protection followed by the symbol of the equipment group and category
The European Commission issued a guideline to facilitate the application of Atex directive 2014/34/EU which could be useful for the first approach to Atex products.
If you need to select a chemical pump, first of all you should find out some important technical data which are extremely useful for the right choice of pump: capacity/flow and head/differential pressure required, kind of liquid, temperature, viscosity, possible presence of solids in suspension and if possible also NPSHa.
To provide the best experiences, we and our partners use technologies like cookies to store and/or access device information. Consenting to these technologies will allow us and our partners to process personal data such as browsing behavior or unique IDs on this site and show (non-) personalized ads. Not consenting or withdrawing consent, may adversely affect certain features and functions.
Click below to consent to the above or make granular choices. Your choices will be applied to this site only. You can change your settings at any time, including withdrawing your consent, by using the toggles on the Cookie Policy, or by clicking on the manage consent button at the bottom of the screen.
Functional
Always active
The technical storage or access is strictly necessary for the legitimate purpose of enabling the use of a specific service explicitly requested by the subscriber or user, or for the sole purpose of carrying out the transmission of a communication over an electronic communications network.
Preferences
The technical storage or access is necessary for the legitimate purpose of storing preferences that are not requested by the subscriber or user.
Statistics
The technical storage or access that is used exclusively for statistical purposes.The technical storage or access that is used exclusively for anonymous statistical purposes. Without a subpoena, voluntary compliance on the part of your Internet Service Provider, or additional records from a third party, information stored or retrieved for this purpose alone cannot usually be used to identify you.
Marketing
The technical storage or access is required to create user profiles to send advertising, or to track the user on a website or across several websites for similar marketing purposes.
To provide the best experiences, we use technologies like cookies to store and/or access device information. Consenting to these technologies will allow us to process data such as browsing behavior or unique IDs on this site. Not consenting or withdrawing consent, may adversely affect certain features and functions.
Functional
Always active
The technical storage or access is strictly necessary for the legitimate purpose of enabling the use of a specific service explicitly requested by the subscriber or user, or for the sole purpose of carrying out the transmission of a communication over an electronic communications network.
Preferences
The technical storage or access is necessary for the legitimate purpose of storing preferences that are not requested by the subscriber or user.
Statistics
The technical storage or access that is used exclusively for statistical purposes.The technical storage or access that is used exclusively for anonymous statistical purposes. Without a subpoena, voluntary compliance on the part of your Internet Service Provider, or additional records from a third party, information stored or retrieved for this purpose alone cannot usually be used to identify you.
Marketing
The technical storage or access is required to create user profiles to send advertising, or to track the user on a website or across several websites for similar marketing purposes.
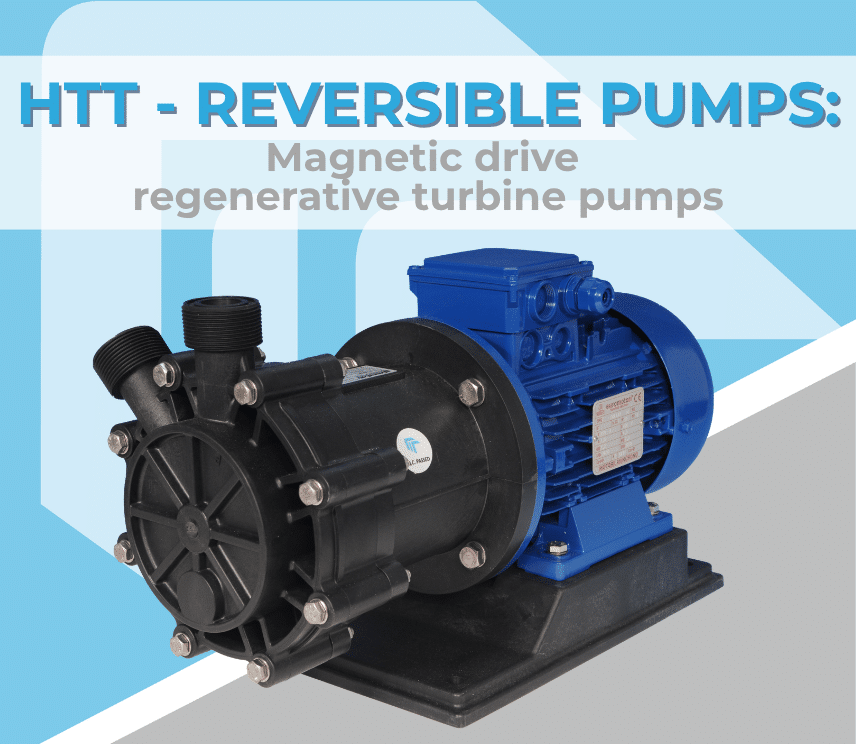
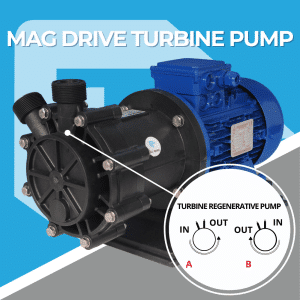


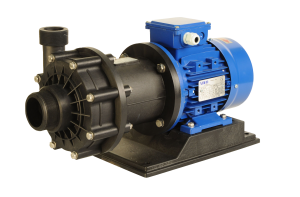

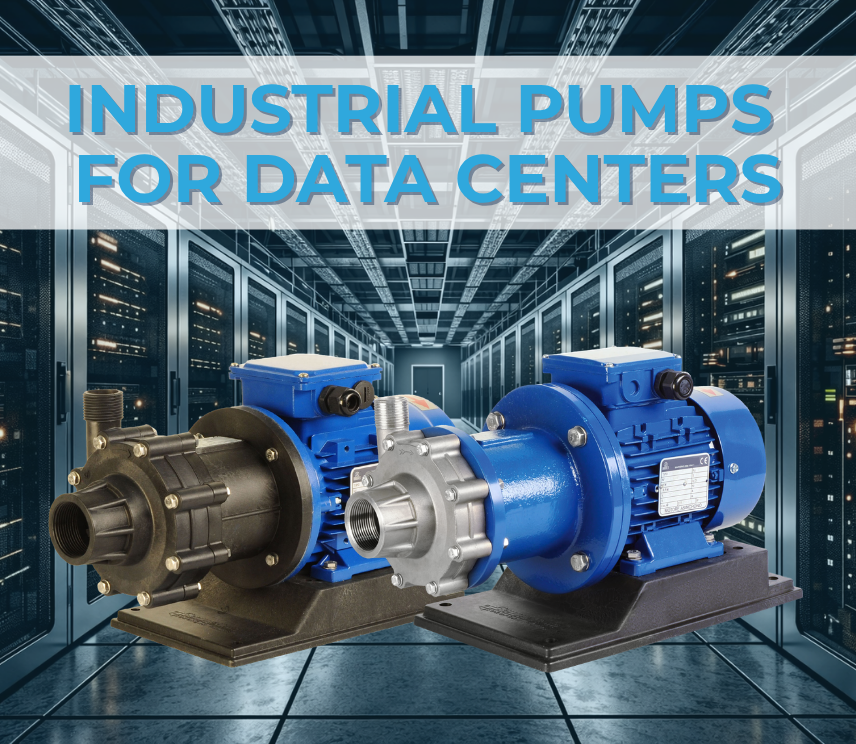
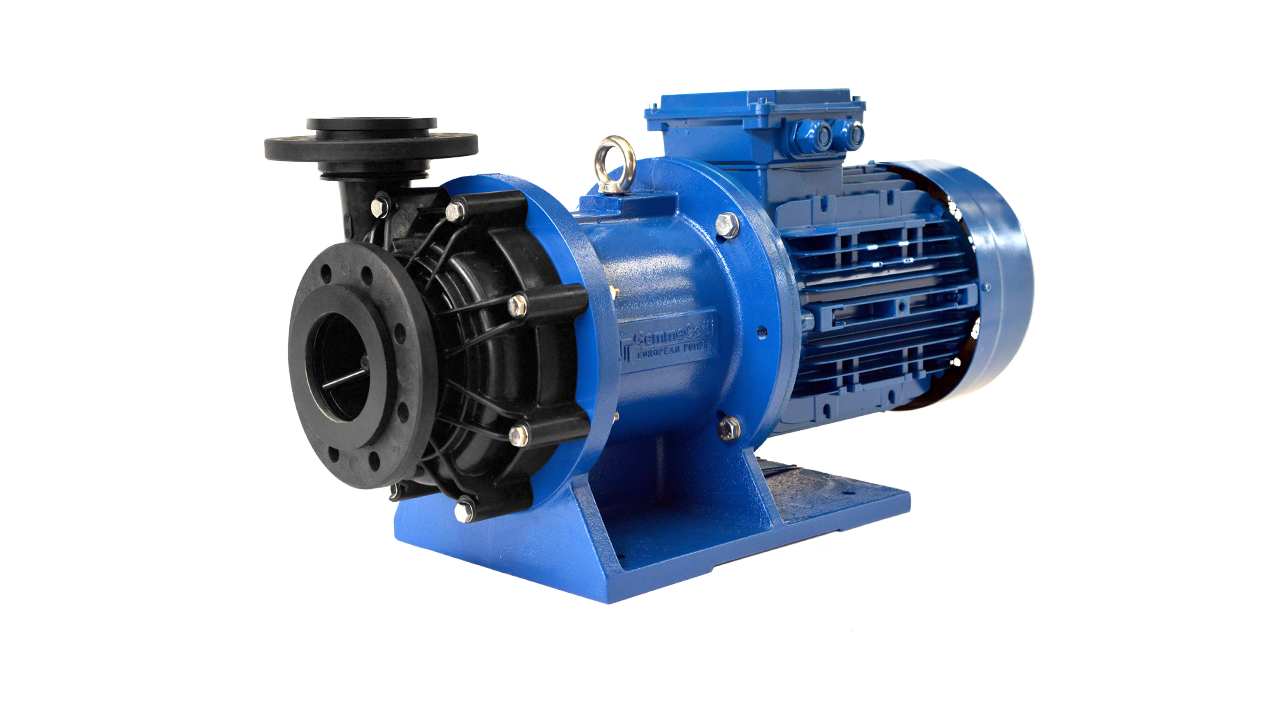
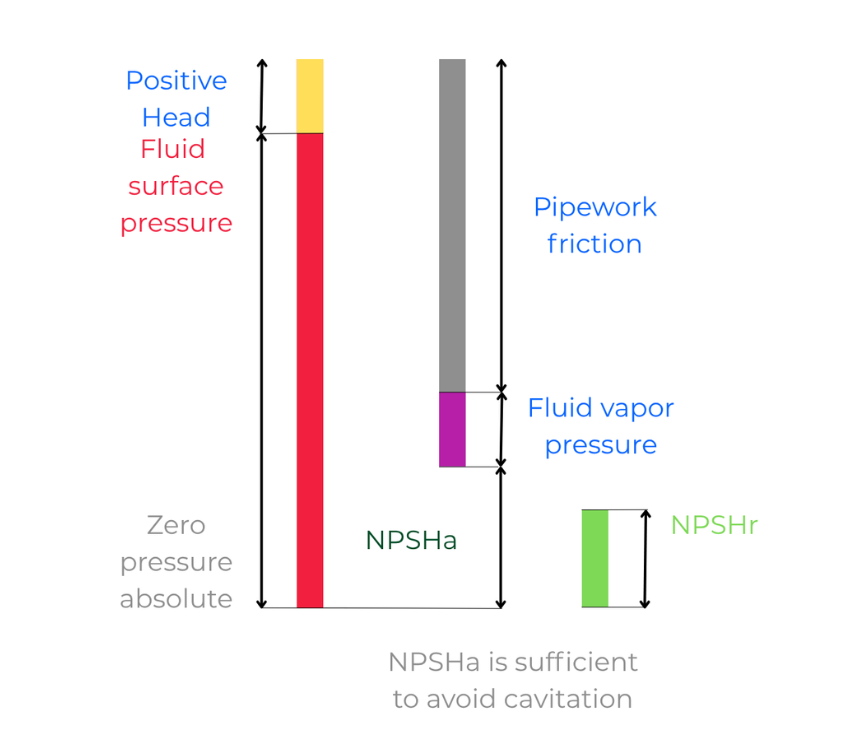


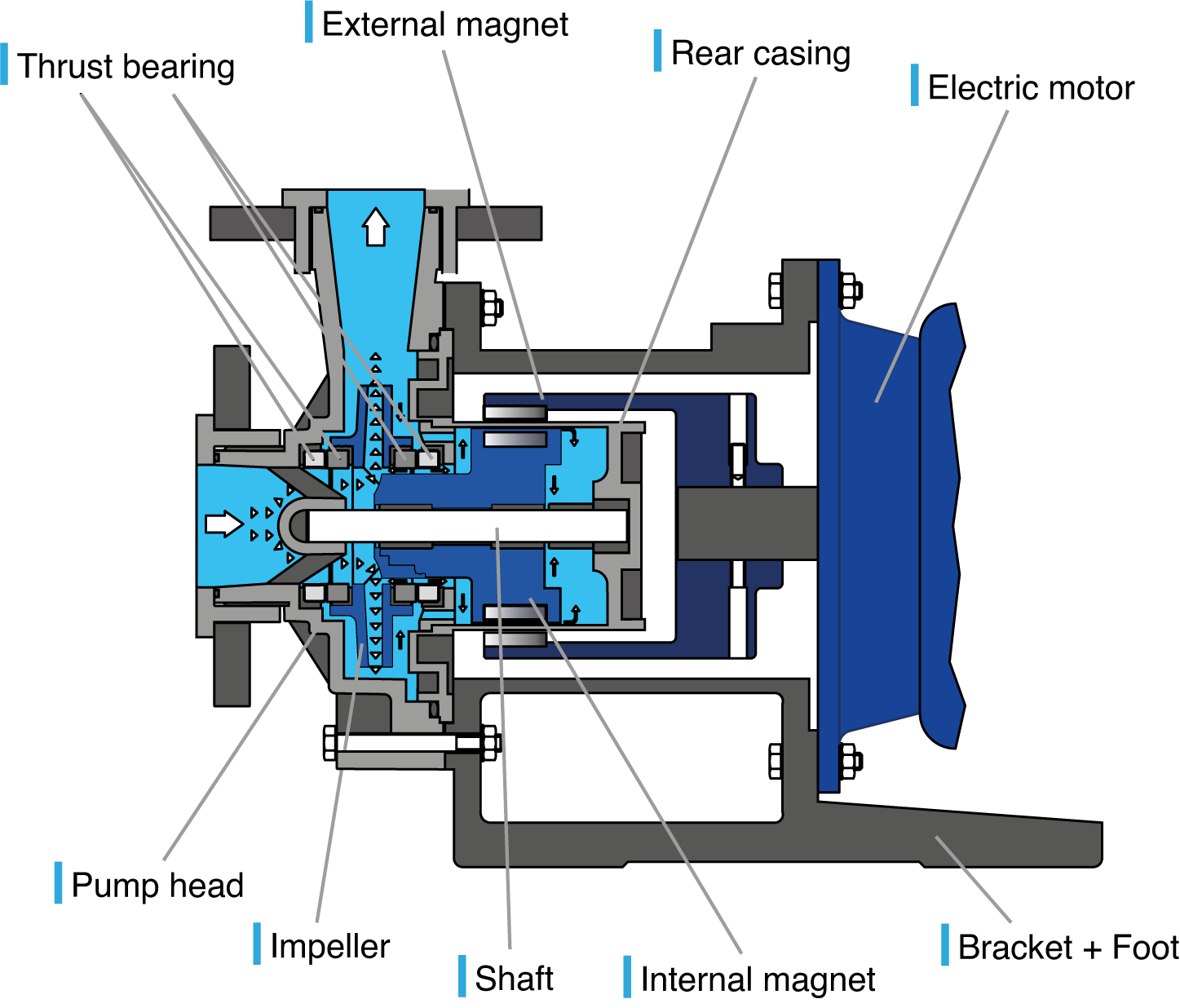

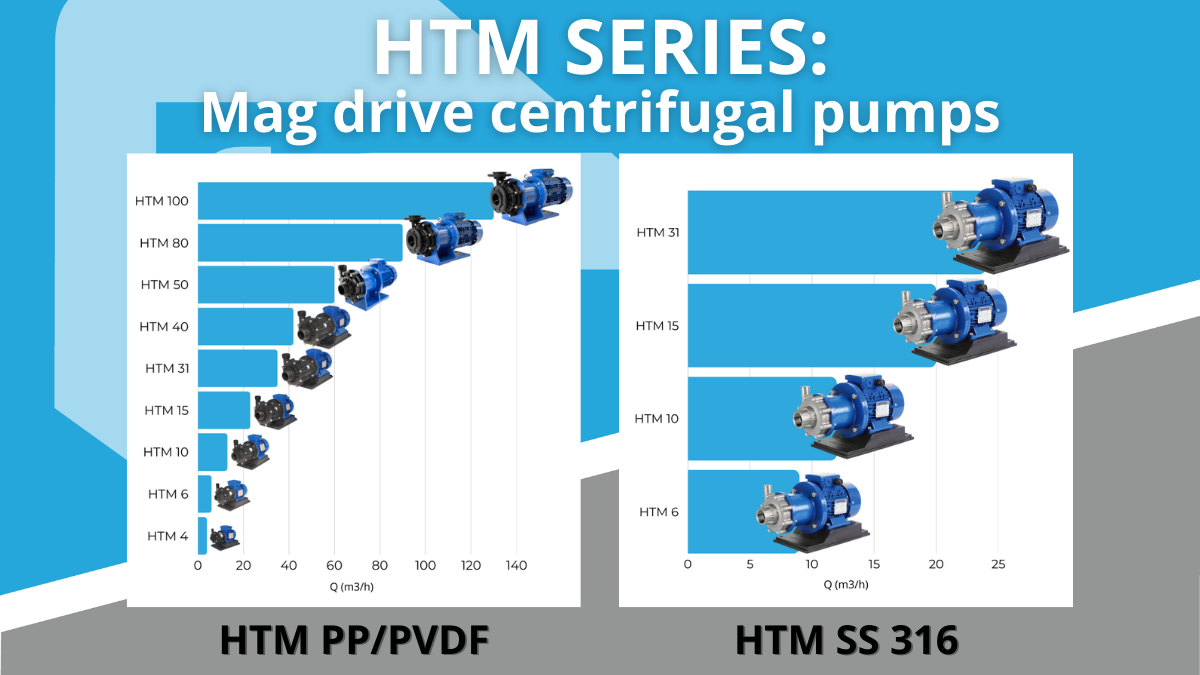



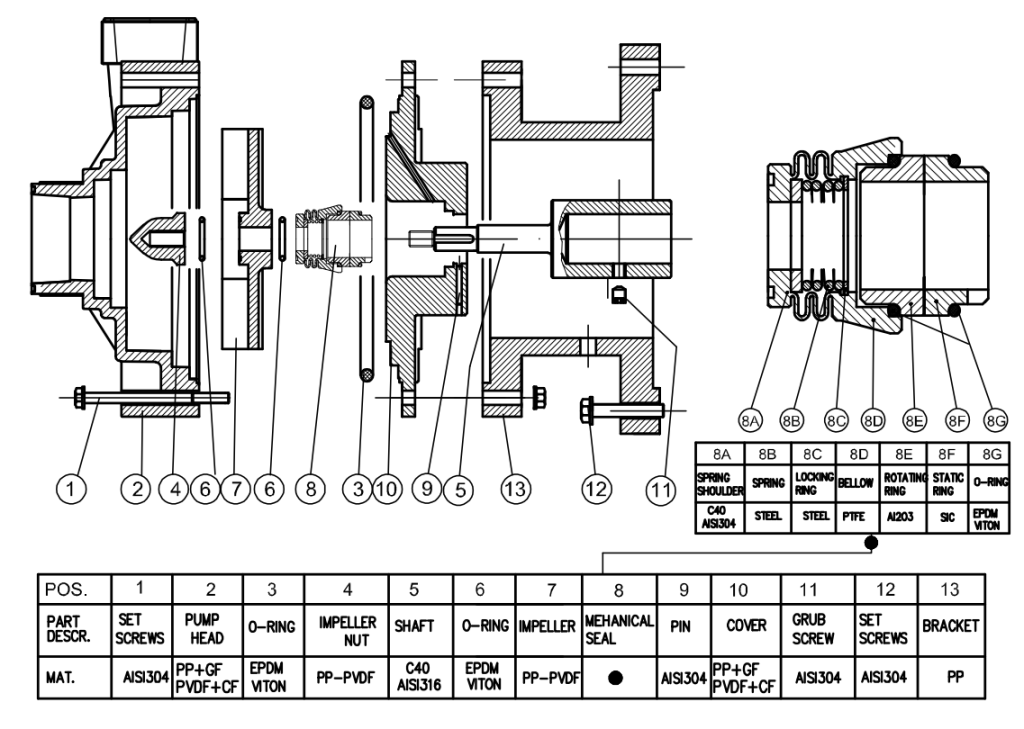
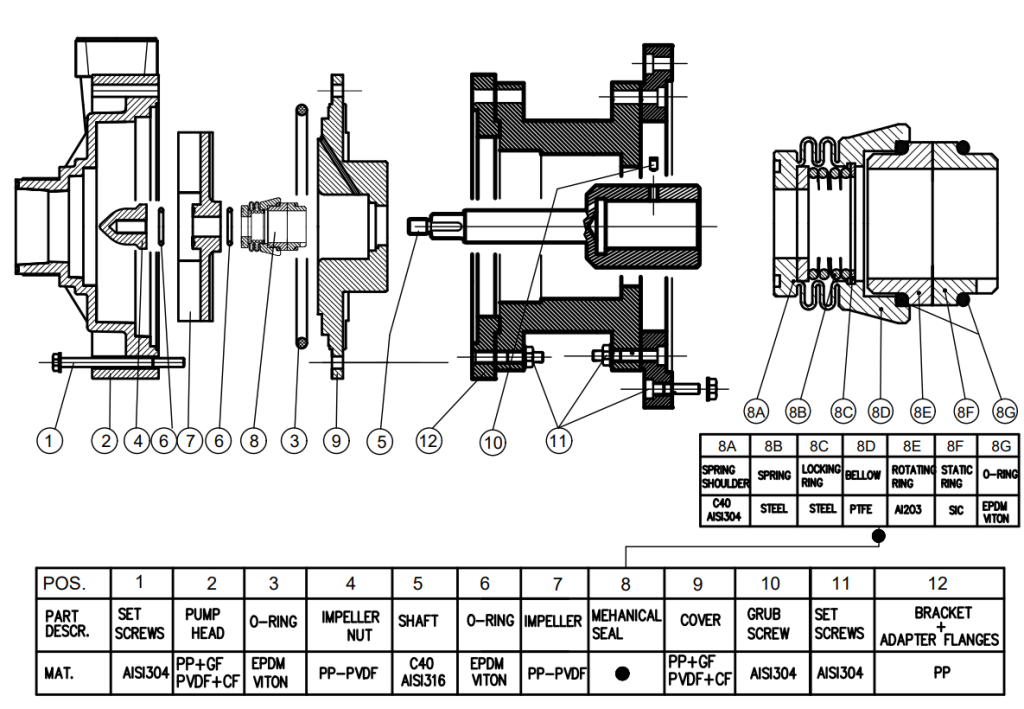

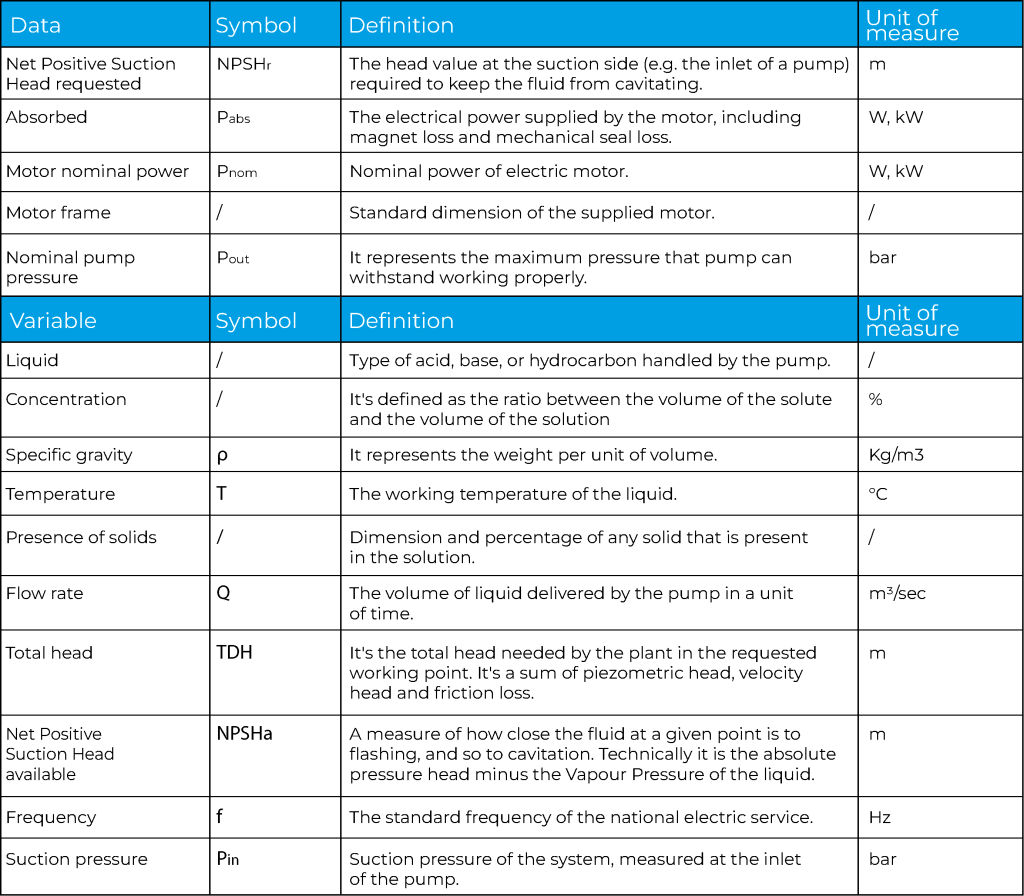

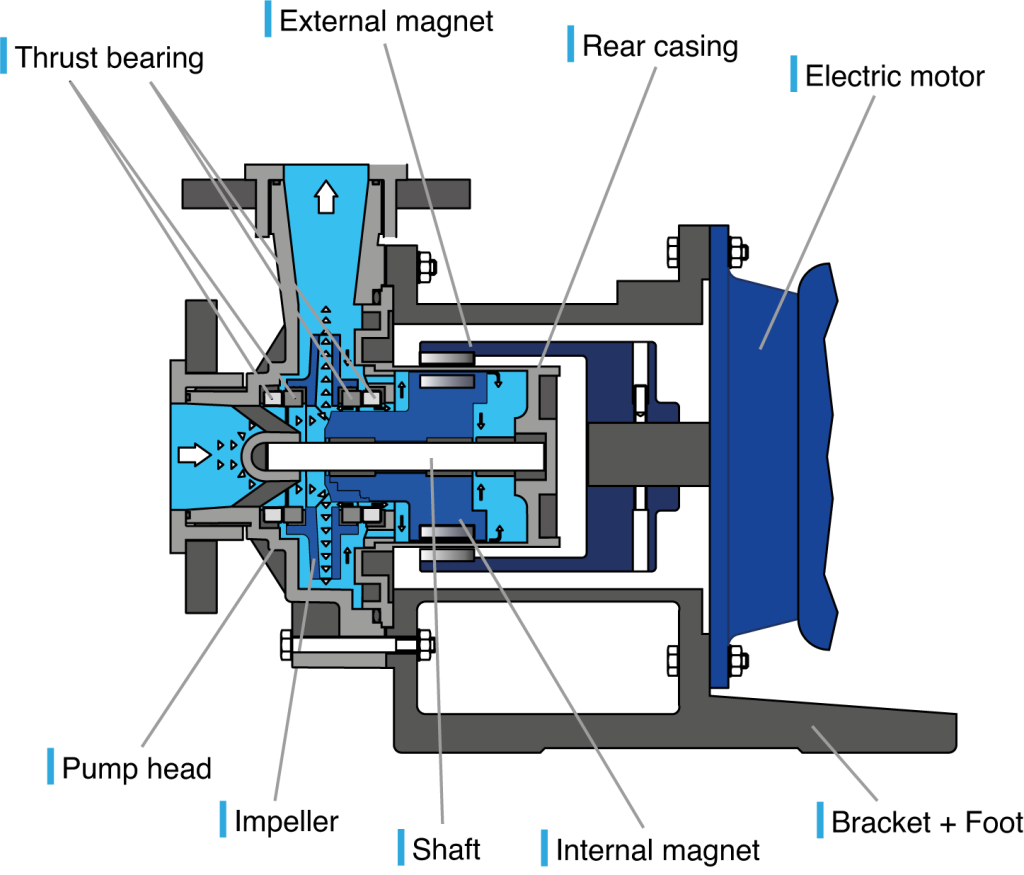
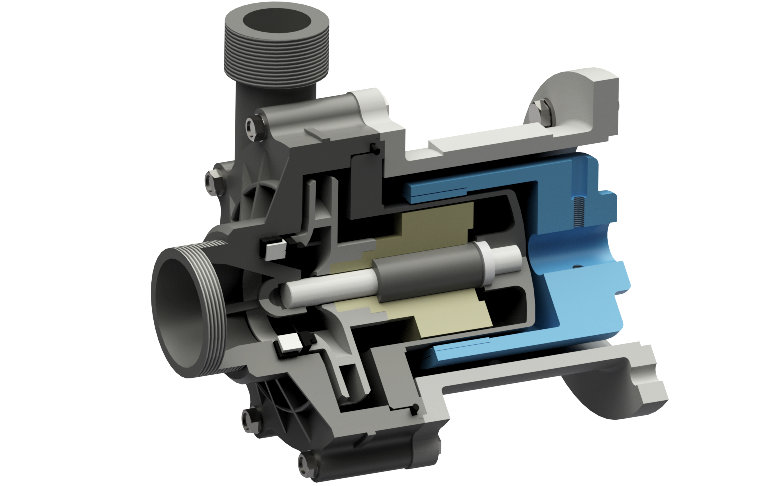











 Sizes:
Sizes: